|
Читайте также: |
Внутришлифовальные станки предназначены для обработки отверстий. На выпускаемых станках возможно шлифование цилиндрических и конических отверстий с наибольшими диаметрами до 6-800 мм и длинами до 50-500 мм.
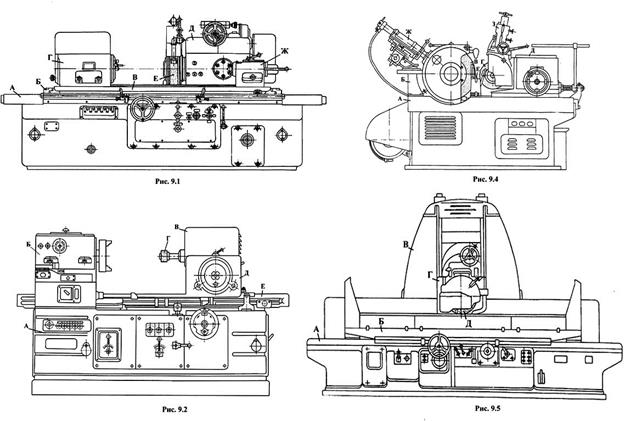
На станине А внутришлифовального станка (рис. 9.2) слева закреплена бабка изделия Б, а справа на продольных направляющих находится стол Е. На поперечных направляющих стола находится шлифовальная бабка В со шлифовальным кругом Г. Поперечное перемещение шлифовальной бабки осуществляется приводом Д.
Бабка изделия может быть повернута вокруг вертикальной оси с целью наладки станка на шлифование конических отверстий.
На станках совершаются следующие формообразующие движения:
- главное – вращение шлифовального круга;
- подачи: круговая (окружная) – вращение детали, продольная – перемещение круга вдоль его оси, поперечная – перемещение круга перпендикулярно оси детали.
Для обработки отверстий в заготовках несимметричной формы и тяжёлых применяются планетарные внутришлифовальные станки, на которых круговая подача сообщается не детали, а шлифовальному кругу.
Шпинделям внутришлифовальных станков сообщаются высокие и сверхвысокие частоты вращения (от 2000 об/мин до 150000 об/мин), что осуществляется посредством приводов:
- ременного от электродвигателя (18000-22000 об/мин);
- гидравлического (до 35000 об/мин);
- пневматического (65000- 80000 об/мин);
- от высокочастотного электродвигателя (т.н. "электрошпиндель" – 12000-144000 об/мин).
В связи с высокими частотами вращения шпиндели устанавливаются на аэро- или гидродинамических опорах; применяются также радиально-упорные подшипники высоких классов точности со смазкой капельной, масляным туманом, впрыскиванием.
Шлифовальные шпиндели являются сменными узлами. Как правило, вместе со станком поставляется комплект шлифовальных шпинделей, необходимых для обработки отверстий во всем диапазоне диаметров, предусмотренных технической характеристикой станка.
В 1934 г. московский завод "Станконормаль" выпустил опытный образец первого советского внутришлифовального станка и затем – серию станков для обработки отверстий диаметром 10-100 мм.
Дата добавления: 2015-08-26; просмотров: 80 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Круглошлифовальные станки | | | Бесцентровошлифовальные станки |