|
Читайте также: |
Фрезерные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей фрезами (рис. 6.1).
Для обработки деталей сравнительно малогабаритных и нетяжелых применяют консольно-фрезерные станки, в которых стол вместе с заготовкой может перемещаться в трёх взаимно перпендикулярных направлениях. При это
м перемещение вдоль длинной стороны стола устанавливают только прецизионные подшипники. (продольное) сообщается самому столу, поперечное – столу вместе с поперечными салазками, а вертикальное – столу, салазкам и консоли (рис. 6.2 и 6.3).

| Приводы подач состоят, как правило, из высокомоментных двигателей и винтовых пар качения, соединённых непосредственно или через зубчатую либо ремённозубчатую передачу. На ходовом винте устанавливается круговой датчик обратной связи. Скорость ускоренных перемещений составляет 5-10 м/мин. Токарные станки с ЧПУ отличаются высокой степенью автоматизации, по программе отрабатывается не только геометрическая информация по осям Х и Z, но и различные технологические команды: изменение частот вращения шпинделя, величин рабочих подач и вспомогательных перемещений, смена инструмента, включение и выключение механизмов стружкодробления и стружкоудаления, включение и выключение системы охлаждения, введение коррекции на положение инструмента, частоту вращения шпинделя и подачи. | |
| Инструмент устанавливается в шпинделе. По расположению оси шпинделя различают консольные вертикально-фрезерные (см. рис. 6.3) и горизонтально-фрезерные станки. Разновидностью последних являются универсально-фрезерные станки, в которых стол может быть повёрнут в горизонтальной плоскости (см. рис. 6.2). Типичный представитель таких станков – станок модели 6Н81 (см. рис. 6.4 и п/п. 3.4.2). В ряде моделей вертикально-фрезерных станков шпиндель располагается в головке, которая может быть повёрнута вокруг горизонтальной оси. На горизонтально-фрезерных станках оправка с фрезой поддерживается с помощью серьги и хобота. | 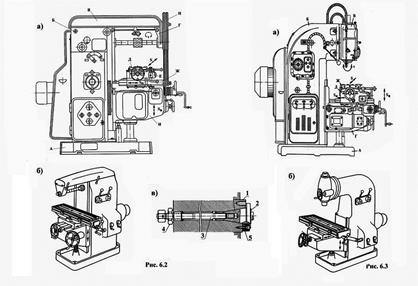
| |
На станках могут быть применены накладные столы: поворотный стол с делительным механизмом, позволяющий поворачивать деталь в горизонтальной плоскости, универсальный поворотный стол, позволяющий поворачивать деталь вокруг вертикальной, горизонтальной и наклонной осей.
Для работ, связанных с периодическим поворотом заготовки на равные или неравные части, на фрезерных станках применяют делительные головки (рис. 6.9). Работы, требующие непрерывного вращения заготовок, выполняются на универсально-фрезерных станках с использованием делительных головок. С их помощью можно обрабатывать гранные тела, прямозубые и косозубые зубчатые колёса, винтовые канавки, шлицевые валики, лыски и т. д., а также устанавливать заготовки под требуемым углом относительно стола станка.

| Более крупные детали могут обрабатываться на бесконсольно-фрезерных станках, у которых стол с заготовкой перемещается только в продольном и поперечном направлениях (т.н. крестовый стол), а вертикальное перемещение сообщается фрезерной бабке. Основные узлы таких станков (рис. 6.5) следующие: А – станина; Б – стойка; В – шпиндельная (фрезерная) бабка; Г – шпиндельный узел; Д – стол; Е – салазки стола. Крупногабаритные детали обрабатываются на продольно-фрезерных станках, одностоечных и двухстоечных. Основные узлы двухстоечного станка (рис. 6.6) следующие: А – станина; Б,В – стойки; Г – траверса (поперечина); Д – портал (перекладина); Е – вертикальные (верхние) фрезерные бабки; Ж – горизонтальные (боковые) фрезерные бабки; И – стол. Выпускаются также станки непрерывного действия: карусельно-фрезерные (консольные и бесконсольные – рис. 6.7) и барабанно-фрезерные. В карусельно-фрезерном станке, например, стол непрерывно поворачивается, осуществляя подачу для обработки деталей и |
перемещение деталей через зону загрузки-выгрузки, где рабочий снимает готовые детали и устанавливает новые заготовки.
К специализированным станкам относят: копировально-фрезерные (рис. 6.8), фрезерно-отрезные, шпоночно-фрезерные, фрезерно-обточные, резьбофрезерные, зубофрезерные.
На фрезерных станках с ЧПУ, имеющих широкое распространение в промышленности, выполняются различные фрезерные и сверлильно-расточные работы. Для расширения технологических возможностей станки часто оснащают поворотными револьверными головками или магазинами инструментов.Станки для односторонней обработки выполняют с вертикальным расположением шпинделя и для многосторонней – с горизонтальным.
Для обработки заготовок сравнительно небольших размеров и относительно невысокой точности используют станки консольной компоновки. Для обработки заготовок средних размеров наиболее оптимальна компоновка с крестовым столом, обеспечивающая наибольшую жёсткость и точность обработки, удобство обслуживания. Станки выпускаются одношпиндельные и с револьверной головкой.
Для обработки тяжёлых заготовок вместо станков с крестовым столом выпускаются станки с поперечно-подвижной стойкой, несущей фрезерную бабку.
Продольно-фрезерные станки с ЧПУ изготовляют с шириной стола до 5000 мм. Шпиндельные бабки оснащают комплектами быстросменных или автоматически сменяемых навесных головок, что позволяет без перезакрепления проводить комплексную фрезерно-сверлильно-расточную обработку.
Дата добавления: 2015-08-26; просмотров: 101 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Токарные станки с программным управлением | | | Вертикально-сверлильные станки |