Читайте также:
|
Формообразование: вытяжка на прессах, штамповка взрывом, обтяжка (лепестки). Обтяжка — гибка с растяжением. (Заготовка — плоская, деталь — пространственная, с двойной кривизной (рис. 9). В процессе формовки происходит пластика (растягивающие напряжения), Формирование детали происходит за счёт плотного прилегания к поверхности обтягиваемого пуансона, принимая форму этой поверхности. Заготовка зажимается по узким сторонам. [Литература: Абибов А.Л. и др. “Технология самолетостроения”, М.: Машиностроение, 1982; Грошиков А.И. и др. “Заготовительно–штамповочные работы в самолетостроении ”, 1976].
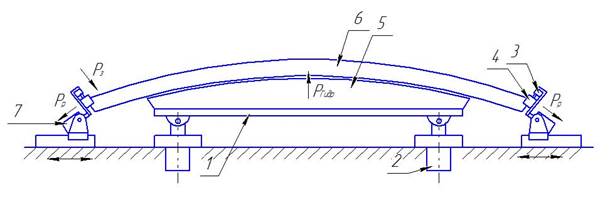 Рис. 9. Схема обтяжки листов с продольным растяжением: а–схема, б–эскиз детали.
Рис. 9. Схема обтяжки листов с продольным растяжением: а–схема, б–эскиз детали.
1.Стол растяжно–обтяжного пресса (РО-3М) — детали с размерами до 2000×7000 мм. 2.Гидравлическое устройство подъёма стола. 3. Гидравлическое устройство зажима детали. 4. Зажим. 5. Пуансон. 6. Заготовка. 7. Гидравлическое устройство для растяжения.
Шпангоут днища в сечении — прямоугольник, из гнутых кусков. Стыковая сварка: 106 А и высокая скорость сближения кромок (подобно взрыву). Прочность шва примерно равна прочности основы. Все элементы конструкции днища перед сваркой обрабатываются (фрезерные с ЧПУ, заготовки для шпангоутов — на токарно–карусельных станках).
Сборка–сварка днища в стапеле (рис.10), ложемент которого установлен на поворотном столе и повторяет форму внутренней поверхности готового днища. В зоне расположения сварных швов на ложементе имеются подкладки. Как и при сборке цилиндра, в этом случае применяется автоматическая ИДС. Автоматы для импульсной сварки располагаются на тех же напроавляющих, что и фрезерные агрегатные головки при окончательной подгонке кромок под сварку.При сварке криволинейных швов изделие остаётся неподвижным, перемещается вдоль шва автомат со скоростью Vсв . Только при сварке кольцевых швов автомат неподвижен — вращается стол.
После сборки–сварки — химического фрезерования полотна днища с наружной и внутренней стороны, чистовая токарно–карусельная обработка шпангоута, заключительные операции.
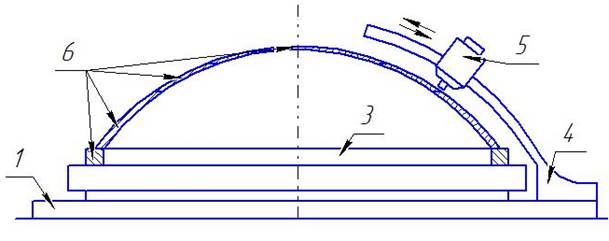 Рис. 10. Стапель для сборки–сварки днища.
Рис. 10. Стапель для сборки–сварки днища.
1. Основание. 2. Стол поворотный. 3. Ложемент. 4. Направляющая для основного технологического оборудования (фрезерные головки, сварочные автоматы). 5. Съемное оборудование. 6. Элементы днища.
Примечание: Технологическая и зажимающая оснастки не показаны!
Особенности сборки бака "Г" с блоком тоннельной и магистральной труб
Сборка производится при горизонтальном положении оси бака в сборочном стапеле (рис. 11).
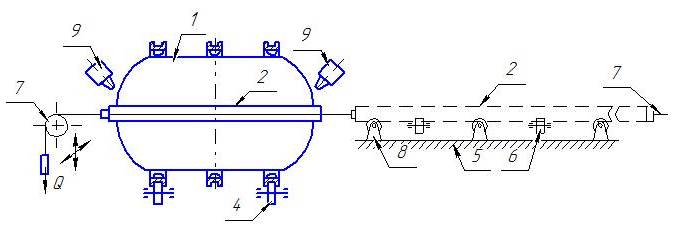 Рис. 11. Схема сборки бака сблоком труб.
Рис. 11. Схема сборки бака сблоком труб.
1. Бак. 2. Блок труб. 3. Кольцо. 4. Регулируемые роликовые опоры. 5. Эстакада — место сборки–сварки блока труб. 6. Роликовые опоры секций труб при сварке. 7. Устройства для поддержания, направления и перемещения блока труб при установке его в бак. 8. Роликовые опоры. 9. Сварочные автоматы.
На эстакаде 5 производится подгонка и автоматическая ИДС секций труб между собой. Маложесткая конструкция бака при горизонтальном положении существенно деформируется под собственным весом [напомнить пример с композитом — "как мешок с зерном" — поэтому американцы — вся сборка вертикально и транспортировка шаттлов тоже с технической позиции на стартовую …].
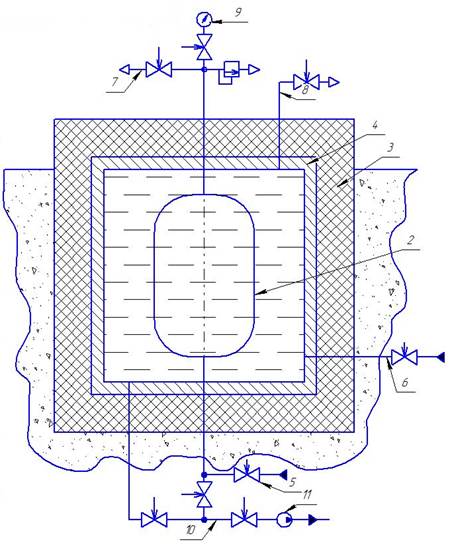
Для повышения жесткости бака при сборке с трубами устанавливаются кольца с наружной стороны в зонах усиления. После этого бак кантуется в горизонтальное положение и крайними кольцами ставится на регулируемые роликовые опоры, которые, в свою очередь, являются приводными опорами, обеспечивая необходимую скорость вращения изделия при приварке блока труб по "полюсам" днищ. Регулировка опор бака и блока 7 позволяет совместить с достаточной для сборки точностью оси бака и трубы, что облегчает условия сборки после этого. Труба, удерживаясь устройствами 7 с обоих концов, вводится в бак. Вспомогательные операции в баке выполняются через имеющиеся в конструкции люки. После этого производится автоматическая ИДС между концевыми деталями.
Перед нанесением теплоизоляции на наружную поверхность производится его испытание на прочность и герметичность.
Дата добавления: 2015-08-17; просмотров: 91 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ОСОБЕННОСТИ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКОЙ ЧАСТИ ЕМКОСТИ | | | Исторический экскурс |