Читайте также:
|
Технологическая схема сборки – графическое изображение порядка комплектования (последовательности сборки) изделия и сборочных единиц. На таких схемах каждый элемент изделия обозначают прямоугольником, в котором указывают наименование элемента, его номер и количество (рис. 4.1).
Построение схемы технологического процесса сборки агрегата целесообразно осуществлять в следующем порядке:
1) схема сборочных групп;
2) укрупненная схема сборки изделия;
3) развернутая схема сборки каждой сборочной группы;
4) развернутая схема сборки изделия.
Разработка технологической схемы сборки начинается с определения базовой детали (или сборочной единицы) и деления изделия на сборочные единицы и детали. От прямоугольника с изображением базового элемента до прямоугольника, изображающего готовое изделие (или сборочную единицу), проводят горизонтальную линию. Над ней располагают в определенной последовательности сборки прямоугольники, условно обозначающие крепежные детали, а ниже – прямоугольники, условно изображающие детали и сборочные единицы. Для каждой сборочной единицы (первого, второго и более высоких порядков) можно построить аналогичные схемы [4].
На схемах сборки показывают лишь те контрольные операции, которые предусмотрены техническими условиями и конструкциями.
Пользуясь схемой технологического процесса сборки, подробно, в определённом порядке, записывают весь процесс по переходам в карту технологического процесса с указанием технических условий на сборку с соответствующими пояснениями на выполнение отдельных приемов и т. д. В карту технологического процесса на сборку изделия заносят также наименование и шифр используемого оборудования, приспособлений, инструментов и нормы времени на выполнение отдельных операций и переходов.
| Ведущая коническая шестерня 130-2402017 1 |

а
| Ведущая коническая шестерня Сб-5 1 11 |
| Картер подшипников в сборе Сб-1-2 1 1 11 |
б в
  |
г
| К1 |
д
Рис. 4.1. Условные обозначения на схеме сборки:
а – детали; б – сборочные группы, Сб-5 – сборочные группы с порядковым номером 5; в – сборочные подгруппы первого порядка (цифра 1), второго (цифра 2) по последовательности включения в сборку; г – одновременное включение в сборку двух деталей с дополнительным указанием (цифра 4); д – контрольные операции.
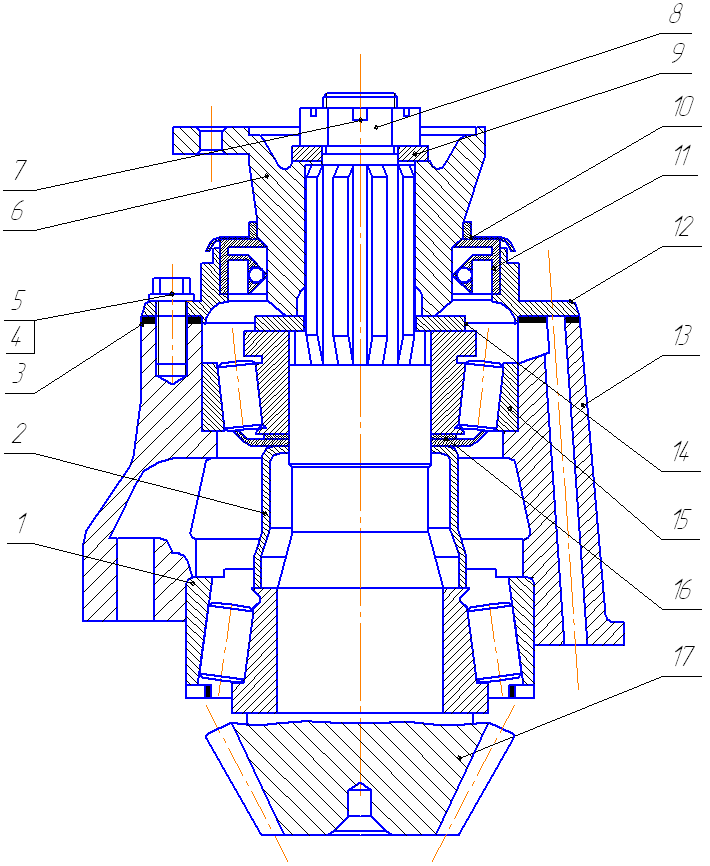
Рис. 4.2. Шестерня ведущая коническая в сборе(130-2402012):
1 - подшипник ведущей конической шестернии задний в сборе (120-2402041); 2 - втулка распорная (120-2402047);3 - прокладка крышки переднего подшипника (120-2402047); 4 - болт крепления крышки (201496-П8), 4 шт; 5 - шаба пружиная (252136-П2), 4 шт, 6 - фланец ведущей конической шестерни (130-2402037); 7 - шплинт (258071-II); 8 - гайка ведущей конической шестерни (303270-II); 9 - шайба (3050708-II); 10 - отражатель в сборе (120-2402037); 11 - сальник ведущей шестерни в сборе (120-2402052-А3); 12 - крышка переднего подшипника ведущей конической шестерни (120-2402051-Б);13 - картер подшипников ведущей конической шестерни (120-2402049);14 - шайба ведущей коническойшестерни (120-2402038);15 - подшипник ведущей конической шестерни в сборе передней (120-2402025); 16 - шайба подшипников регулировочная (120-2402088/94), 2 шт;17 - шестерня ведущая коническая (130-2402017)

Таблица 4.1
Дата добавления: 2015-08-17; просмотров: 62 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Сибирский федеральный университет | | | Глава 13 |