Читайте также:
|
Кассетный способ производства заключается в формовании изд. в вертикальном положении в стационарных разъемных метал. групповых формах-кассетах. Изд. в кассетах остается до приобретения необходимой прочности. Рабочие, формующее оборуд. 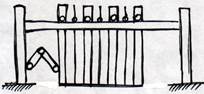 в процессе производства перемещаются от одной кассеты к другой. При формовании изд. в вертикальном положении достигается высокая точность геометрических размеров и хорошее качество поверхности.
в процессе производства перемещаются от одной кассеты к другой. При формовании изд. в вертикальном положении достигается высокая точность геометрических размеров и хорошее качество поверхности.
Кассетная установка состоит из станины (рама), пакета кассетных форм и машины для сборки и разборки форм. отсеков, разделенных разделительными стенками и паровыми отсеками. Паровой отсек (паровая рубашка) - замкнутая полость. М/у паровыми отсеками д.б. не более 2х изделий. Разделительная стенка – 20-24 мм. Станина имеет 4 стойки, соединенных м/у собой опорными рамами, на кот. опираются механизмы перемещения и зажима разделительных стенок кассеты. Станина воспринимает распорные усилия, возникающие при формовании и вибрировании БС.
Принцип работы: Передняя стенка отодвигается при помощи гидравлического привода, затем вынимается изделие, а передняя стенка передвигается в исходное положение. Далее спец. захватами сцепляется передняя стенка и вторая и отодвигаются вместе. Затем затем вынимается второе изделие и т.д. На торцах разделительных стенок имеются консоли, на кот. установлены вибраторы.
Особенности: связаны с конструкцией формы и заключается в необх. укладки, уплотнении БС, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков=> Требования: ограничение наиб. крупности заполнителя в завис. От толщины изд.(10-20мм); необходимость использования высокоподвижных, литых БС; дополнительное уплотнение глубинными вибраторами; при формовании кассеты уровень БС в отсеках д.б. одинаков во избежание деформации стенок отсеков.
Кроме этого для кассетной технологии хар-но след.: повышенный расход цемента; возможность расслоения БС; при ТВО не нужна предварительная выдержка, т.к. бетон в обойме, т.о. можно сократить время ТВО и увелич. оборачиваемость установки. Также чтобы повысить оборачиваемость кассетной установки, рекомендуется применять повторное вибрирование. Чтобы распалубка проходила легко, нужно тщательно смазывать, чистить отсеки. Чистка и смазка более трудоемка, чем у других установок, примерно на 10%.
Технологический расчет (основное):
1)Определение продолжительности оборота кассетной установки.

Время ТВО зависит от режима, В/Ц, от способа управления тепловым процессом.
2)Производительность:
 ,
,  - оборачив.
- оборачив.
3)Кол-во кассетных установок
 ,
,  - коэф. использов.
- коэф. использов.
6. МЕТОД ФОРМОВАНИЯ ПАНЕЛЕЙ В ВЕРТИКАЛЬНЫХ ФОРМАХ С ПОДВИЖНЫМИ РАЗДЕЛЬНЫМИ ЩИТАМИ. (Разновидность кассетно-конвейерной линии)
Суть: БС укладывается и уплотняется последовательно в одном отсеке на стационарном посту. К формовочному посту подается подготовленный (начищенный, смазанный) отсек с арматурой. БС укладывается вибратором, установленном на посту формования. При постепенном опускании щита бетон наращивается слоями по всей высоте изделия. После опускания очередного щита с отформованным изделием весь пакет форм (щитов) перемещается на один шаг гидравлическим толкателем. Первый щит выдвигается с готовым изделием (т.е. прошедшим ТО). Изделие распалубливается, а щит последовательно передается на посты чистки, смазки, армирования, формования.
При данном способе целесообразно применять умеренно-жесткие БС. Возможны схемы с односторонним и двусторонним формованием изделий методом подвижных щитов, также м.б. схемы – линейные и круговые.

а) кассета с подвижными щитами: 1 – гидродомкрат, 2,3 – блок, 4 – формовочный пост, 5 – пост ТО, 6 – пост распалубки; б) 1 – разделительный щит, 2 – арматурн. каркас, 3 – бункер, 4 – вибратор, 5 – тепловая стенка.
Планирование труда и заработной платы.
Основной задачей является планирование численности рабочей силы и затрат на ее содержание.
Основа для планирования – план производства, план технического развития, плановые нормативы труда и зарплаты.
Существуют следующие основные виды норм и нормативов по труду:
· Нормы затрат живого труда (нормы времени, выработки, обслуживания)
· Нормы затрат предметов труда (нормы расхода сырья, топлива, потерь и т.п.)
· Нормативы использования орудий труда (коэффициент использования оборудования, съем продукции с единицы площади, с 1 м3 пропарочных камер)
При разработке плана по труду прежде всего, определяют необходимую численность работающих.
Списочная численность – все числящиеся в списках работающие на предприятии работники, независимо от того, работают ли они или болеют, находятся ли в отпусках, в командировках.
Явочная численность – это количество работников, явившихся на работу в течение суток (месяца, года). В их число входят и командированные работники.
Списочная и явочная – плановая (отчетная) численность работников предприятия.
Среднеявочная численность работников за месяц – количество работников, явившихся на работу в среднем за месяц.
Среднесписочная численность – суммарная списочная суточная численность за отчетный период (месяц, год), деленная на количество фактически отработанных суток.
Эти списки численности нужны при опр-ии производительности труда, расчете з/п.
Для определения годовых затрат труда программу выпуска изделий (для многономенклатурного производства) разбивают на группы по признаку однородности (плиты плоские, плиты ребристые, перемычки и т.д.) и каждый объем умножают на усредненную норму времени для такой группы изделий.
Тг = Σ (Оi-j *Нвi-j) – ТНТ – ТПТ, чел-дни
Оi-j – оббьем производства в зависимости от вида прод.,
Нвi-j – норма времени,
ТНТ – трудозатраты от новой техники,
ТПТ – трудозатраты от повышения производительности труда.
Экономию затрат труда от повышения норм выработки определяют по формуле
Эг = Тг – (Тг * 100 / К)
Где К – планируемый показатель выполнения норм выработки по отношению к такому же показателю в предыдущем году в %. Этот показатель, по сути, является показателем повышения производительности труда.
Количество рабочих рассчитывают по каждому цеху отдельно. ИТР, служащие планируются на уровне прошлого года. Если на предприятии есть соц. службы входят в новый план практически без изменений.
Планируемое количество выходов на одного работающего в плановом году устанавливают из расчета баланса рабочего времени, когда из общего количества календарных дней в году вычитают выходные и праздничные дни и другие, предусмотренные методиками.
Возникший дефицит кадров должен быть покрыт набором новой рабочей силы. Для этого должен быть разработан план набора. Основными источниками набора являются: биржа труда, увольняемые из армии, выпускники ПТУ и свободный набор. Кроме того, планом должна быть предусмотрена разработка мероприятий по повышению квалификации работников либо путем прикрепления обучаемого к рабочему более высокого разряда, либо отправка рабочих на краткосрочные или долгосрочные курсы повышения квалификации или в учебные комбинаты.
Набор ИТР и служащих идет, как правило, либо через высшие и средние специальные учебные заведения, либо через кадровые агентства.
Раньше для выпускников ВУЗов испытательный срок не существовал. Сейчас есть положение об испытательном сроке, выпускник должен проработать год.
Планирование фонда оплаты труда (ФОТ) проводят по категориям работников:
Прямой фонд – из него выплачивается з/п рабочим и служащим, оплата по сдельным тарифам и по окладам, но производственных рабочих.
Неосновной фонд – непроизводственные рабочие.
Дополнительный фонд – выплачиваются больничные, пособия, доплата за работу в праздничные дни и ночное время.
На каждом предприятии должно быть разработано «Положение об оплате труда». В сводной таблице д.б.:
- План по производству
- Численность всего персонала (производственный, непроизводств.)
- Фонды з/п (производственного и непроизвод. персонала)
- Средняя з/п
Анализ оплаты труда должен сводиться к анализу отношения з/п по разным цехам предприятия (разница з/п, причины этого).
Чтобы иметь высокие показатели производства, руководителям предприятия надо создать и сохранять стабильный кадровый костяк трудового коллектива. Чтобы создать такой коллектив, надо постоянно заботиться о социальной обеспеченности рабочих, ИТР и служащих.
Сейчас это обеспечение «социальным пакетом». В этом пакете основную роль отводят медицине: это оплата лечения, санаторно-курортный отдых. В пакет также входит удешевленное питание в заводских столовых или заключение договоров с близлежащими столовыми на кормление работников.
Дата добавления: 2015-08-17; просмотров: 441 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ФОРМОВАНИЕ ИЗДЕЛИЙ В ВЕРТИКАЛЬНЫХ ВИБРОФОРМАХ И КАССЕТАХ. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ В СРАВНЕНИИ С ФОРМОВАНИЕМ В ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИИ. | | | Рубрика «FASHION GIRL». |