Читайте также:
|
ВИБРОПРОКАТ - способ непрерывного формования на движущейся ленте стана или посредством передвижения бетонирующей машины на стенде, где скользящее виброуплотнение БС сочетается с прессующим давлением волков, плит, вкладышей и др.
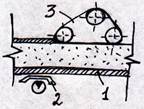 Вибропрокатом на стане И.Я.Козлова формуют внутренние и наружные стеновые панели, панели перекрытий, ребристые и плоские плиты для город. подземных коллекторов. Весь процесс осуществляется на установке непрерыв. действия, кот. включает основной агрегат – вибропрокатный стан, дозировочное отделение, шнек-смеситель, бетоносмеситель непрерыв. действия, обгонный рольганг и др. Применяются мелкозернистые БС жесткостью не менее 40 сек. Стан Козлова - это движущийся конвейер. Готовая БС подается в бетоноукладчик; поступает непрерывным потоком на форм. ленту по всей ее ширине, уплотняется вибробалкой под лентой, изделие подвергается калибровке путем проката валками калибрующей секции для получения его проектной толщины (РИС: 1 – движущаяся метал. лента, 2- вибробалка, 3 – калибрующая секция); ТВО; верхняя поверхность изделий закрыта бесконечной резиновой лентой; отделка шпаклевочной машиной; изд. посредством обгонного рольганга и контователя переводится в вертикальное положение и мостовым краном транспортируется на СГП. Производительность уст-ки: N=K*60v*b (К- коэф. исп. уст-ки; v-сорость движения ленты, b-ширина изд.).
Вибропрокатом на стане И.Я.Козлова формуют внутренние и наружные стеновые панели, панели перекрытий, ребристые и плоские плиты для город. подземных коллекторов. Весь процесс осуществляется на установке непрерыв. действия, кот. включает основной агрегат – вибропрокатный стан, дозировочное отделение, шнек-смеситель, бетоносмеситель непрерыв. действия, обгонный рольганг и др. Применяются мелкозернистые БС жесткостью не менее 40 сек. Стан Козлова - это движущийся конвейер. Готовая БС подается в бетоноукладчик; поступает непрерывным потоком на форм. ленту по всей ее ширине, уплотняется вибробалкой под лентой, изделие подвергается калибровке путем проката валками калибрующей секции для получения его проектной толщины (РИС: 1 – движущаяся метал. лента, 2- вибробалка, 3 – калибрующая секция); ТВО; верхняя поверхность изделий закрыта бесконечной резиновой лентой; отделка шпаклевочной машиной; изд. посредством обгонного рольганга и контователя переводится в вертикальное положение и мостовым краном транспортируется на СГП. Производительность уст-ки: N=K*60v*b (К- коэф. исп. уст-ки; v-сорость движения ленты, b-ширина изд.).
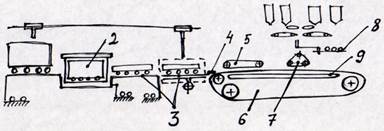
Стан Козлова: 1,3 – кантователи, 2 – гидропресс, 4 – обгонный рольганг, 5 – накрывной транспортер, 6 – прокатный стан, 7 – калибрующая секция, 8 – бетоносмеситель, 9 – приемная секция.
Дата добавления: 2015-08-17; просмотров: 209 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ВАКУУМИРОВАНИЕ И ТОРКРЕТИРОВАНИЕ. | | | ФОРМОВАНИЕ ИЗДЕЛИЙ В ВЕРТИКАЛЬНЫХ ВИБРОФОРМАХ И КАССЕТАХ. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ В СРАВНЕНИИ С ФОРМОВАНИЕМ В ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИИ. |