Читайте также:
|
|
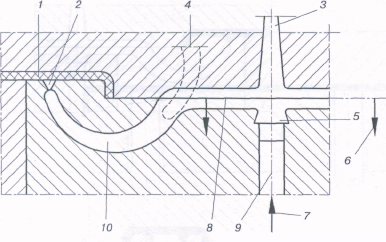
1. Отливка (изделие)
2. Впускной канал
3. Центральный литниковый канал
4. Литник в момент выталкивания
5. Захват литника (зацеп)
6. Направление хода раскрытия формы
7. Направление хода выталкивателя
8. Плоскость разъема формы
9. Выталкиватель
10. Туннельный литник (банан)
|
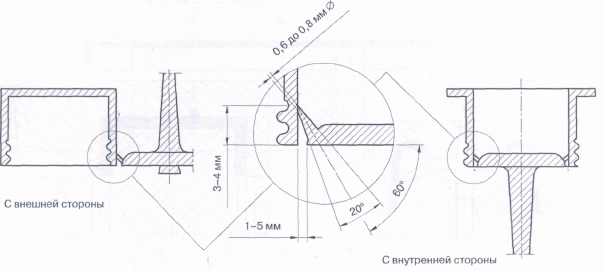
| Туннельный литник, расположенный с внешней и с внутренней стороны |
| Рис. 5.36 |
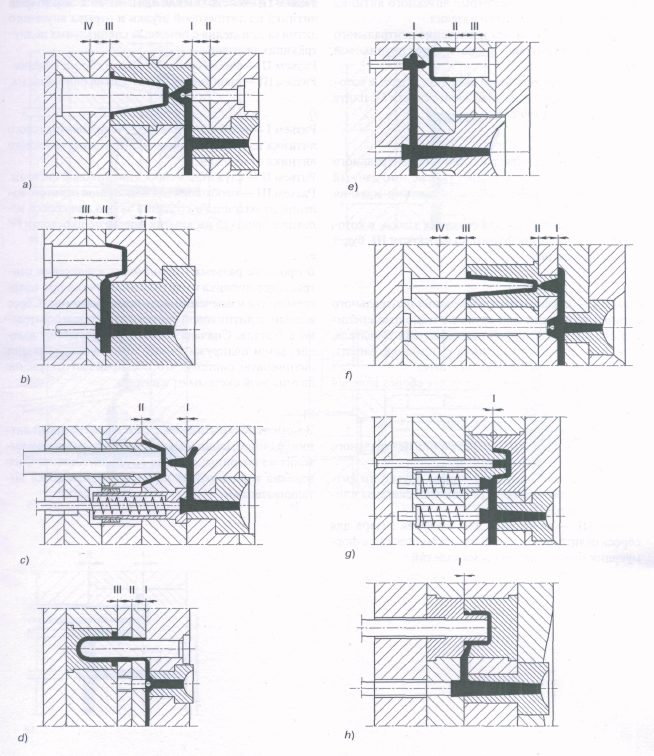
Варианты конструкции узлов автоматического отрыва литника в форме1
'
а)
Разъем I — обеспечивает отрыв впускного литника (за счет зацепа) от отлитого изделия. Разъем II — обеспечивает извлечение центрального литника из литниковой втулки и сброс литниковой системы. Разъем III — необходим для создания зазора, в который после раскрытия формы по плоскости IV, плита съема бросит изделие.
b)
Разъем I — обеспечивает извлечение центрального литника из литниковой втулки (кроме того данный
разъем снижает возможность удержания изделияв матрице).Разъем II — необходим для создания зазора, в который после раскрытия формы по плоскости III, будет сброшено изделие.
с)
Разъем I — обеспечивает извлечение центрального литника из литниковой втулки с помощью специального зацепа, выполненного во втулке толкателя.Отделение впускного литника с помощью зацепа,
выполненного в неподвижной плите.Разъем II — обеспечивает зазор для сброса изделия
толкателем.
d)
Разъем I — необходим для извлечения центрального литника специальным зацепом.
Разъем II — необходим для отрыва впускного литника от изделия и сброса литниковой системы пли-
той съема литника. Разъем III — необходим для создания зазора для сброса отлитого изделия. Затем съем изделий с формующих знаков плитой съема изделий.
Е)
Разъем I — необходим для извлечения центрального литника из литниковой втулки и отрыва впускного литника от изделия с помощью специальных подну-тряющих захватов.
Разъем II — обеспечивает зазор для сброса изделия. Разъем III — производит сброс изделия плитой съема.
f)
Разъем I — необходим для извлечения центрального литника из литниковой втулки и отрыва впускного литника от изделия.
Разъем II — служит для сброса литниковой системы. Разъем III — необходим для извлечения отлитого изделия из матрицы и создания зазора для сброса изделия в процессе раскрытия формы по плоскости IV.
g)
В процессе разъема I происходит извлечение центрального литника из литниковой втулки при одновременном извлечении изделия из матрицы. Сброс изделия и литниковой системы идет последовательно в 2 этапа. Сначала толкатели сбрасывают изделие, затем подпружиненные толкатели сбрасывают литниковую систему, что обеспечивает отделение литниковой системы от изделия.
h)
В момент раскрытия извлекается центральный литник, одновременно изделие вместе с пуансоном выходит из матрицы, отделяя впускной литник. Съем изделия и литниковой системы производится выталкивателями.
Варианты конструкции узлов с автоматическим отделением литника в форме с помощью выталкивателей
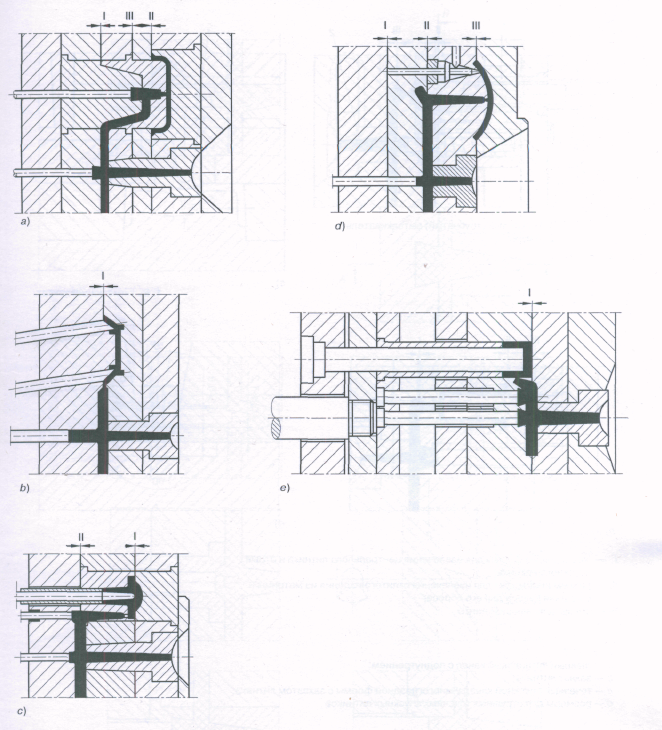
Рис. 5.37
а — 3-шаговое извлечение литниковой системы и изделия;
Ь — отрыв после раскрытия формы наклонными выталкивателями;
с— отрываются и извлекаются центральный и впускной каналы в момент раскрытия формы по плоскости I, после чего
форма раскрывается по плоскости II, затем трубчатые толкатели сбрасывают изделие, а цилиндрические— литниковую
систему;
d— извлечение с поддержкой сжатого воздуха;
е — литник остается как звездообразный распределитель, отделяемый от изделий и разделяется в процессе сброса их за
пределы формы
Дата добавления: 2015-08-17; просмотров: 662 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Процесс извлечения изогнутого туннельного литника | | | Конструкция узла извлечения центрального литника в многогнездных формах |