Читайте также:
|
|
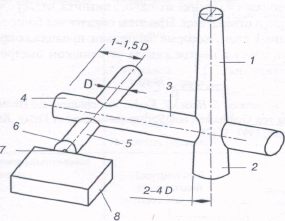
Рис. 5.1. Пример конструкции литниковой системы
1. Центральный или основной литник (центральный
литниковый канал)
2. Сбрасыватель литника (поднутряющий остаток (захват)
литника, расположенный в подвижной полуформе)
3. Основной разводящий литник (основной разводящий
канал)
4. Продолжение основного литника (сборник
застывающего расплава)
5. Подводящий литник (подводящий литниковый канал)
6. Тупик
7. Впускной литник (впускной канал)
8. Отлитое изделие (оформляющее гнездо)
(В скобках приводятся названия каналов формы, соответствующие определенным частям литниковой системы.)
Литники (разводящие каналы) служат для доставки расплава полимера в формующую полость формы. Реологические процессы, возникающие при этом в каналах, сложны по своей природе (так как скорость сдвига, температура, а следовательно и вязкость изменяются как в продольном, так и в поперечном направлении) и поэтому правильное оформление литниковых каналов базируется в основном на опыте.
Конструкции литниковых каналов должны соответствовать следующим требованиям:
• текущая масса расплава должна одновременно
и однородно заполнять каждую из формующих
полостей формы;
• отверждение массы во впускных литниках (или
центральных литниках) отдельных полостей
формы должно осуществляться одновременно.
Далее рассмотрим такие термины, как центральный, разводящий и впускной литниковые каналы.
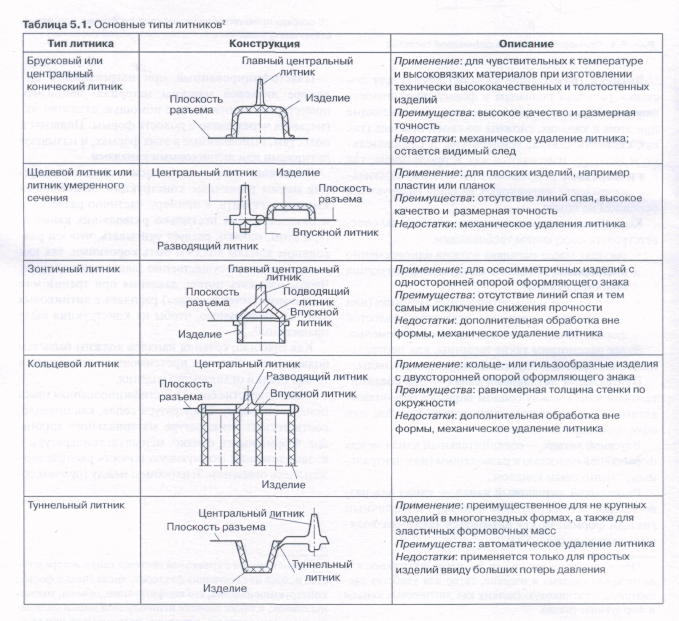
Центральный литниковый канал — это соединительный канал между соплом впрыска термопласт-автомата и разводящим литниковым каналом или оформляющим гнездом.
Впускной литник — соединительный канал между формующей полостью и разводящим (или центральным) литниковым каналом.
Разводящий литниковый канал — канал для разветвления потока расплава полимера к различным гнездам формы; может называться также «разводящим каналом» (рис. 5.1)1.
Пластифицированный при нагревании в цилиндре литьевой машины материал, например, полистирол, полиэтилен, с помощью давления нагнетается через сопло в полость формы. Подводы к полостям, выполненные в этих формах, и называют литниками или литниковыми каналами.
Литниковые каналы в зависимости от назначения имеют различные конструкции. Литниковый канал может быть, к примеру, частично разветвлен и разделяться на несколько разводящих каналов. При этом, однако, следует учитывать, что эти разводящие каналы должны быть короткими, так как потери давления существенно зависят от их длины. Чтобы избежать потерь давления при трении или застывание («стеклование») расплава в литниковых каналах, необходимо, чтобы их конструкция была правильной2.
Как правило, сечения каналов должны быть тем больше, чем объемнее протекающая в них масса и толще стенки отливаемого изделия.
Через отверстие сопла пластифицированная масса попадает в форму. Температура сопла, как правило, соответствует температуре материального цилиндра. Форма имеет, однако, меньшую температуру, т. к. заполнивший формующую полость расплав должен здесь отвердеть. Теплообмен между горячим со
____________
1 Несмотря на то, что на рис. 5.1. показана отливка, т. е. литниковая система и изделие, автор для удобства рассматривает литниковую систему как литниковые каналы и формующее гнездо.
2 Конструкции литниковой системы каналов определяется исходя из следующих факторов: числа гнезд в форме, конструкции изделия, его конфигурации, объема, толщины стенок, а также свойств используемой марки полимера, таких как вязкость, структура, наличие наполнителей, усадка и др. При этом литниковая система не должна содержать острых углов (для снижения гидравлического сопротивления).
плом и относительно холодной формой неизбежен, поэтому требуется точный температурный контроль сопла и его нагрев должен быть регулируемым. Это особенно важно при переработке полиамидов. Полиамиды имеют, как известно, очень узкий диапазон температур плавления, поэтому в случае холодного сопла происходит их быстрое отверждение, что препятствуют нормальному ходу технологического процесса. Для устранения этого обычно применяется подогрев сопла. С другой стороны, форма должна охлаждаться охлаждающей жидкостью, так как в противном случае за счет теплообмена может
возникнуть такой нагрев, который приведет к нежелательному увеличению времени охлаждения. При поступлении расплава полимера в форму масса, находящаяся на стенке холодного литника, отдает свое тепло и отвердевает. При этом образуются более холодные слои, которые защищают продолжающую течь массу в центре канала от слишком быстрого охлаждения1.
__________________
1 Источник: S. Hesse, H. Krahn: Vorrichtungen zur Herstel-lung von Gupstucken und Spritzgu|3teilen, expert Verlag, Ren-ningen, 1997, S. 120.
___________________
2 Источник: Г. Менгес, В. Микаэли, П. Морен. Как делать литьевые формы / Пер. с англ, под ред. В. Г. Дувидзона, Э. Л. Калинчева. — СПб.: Профессия, 2007.
|
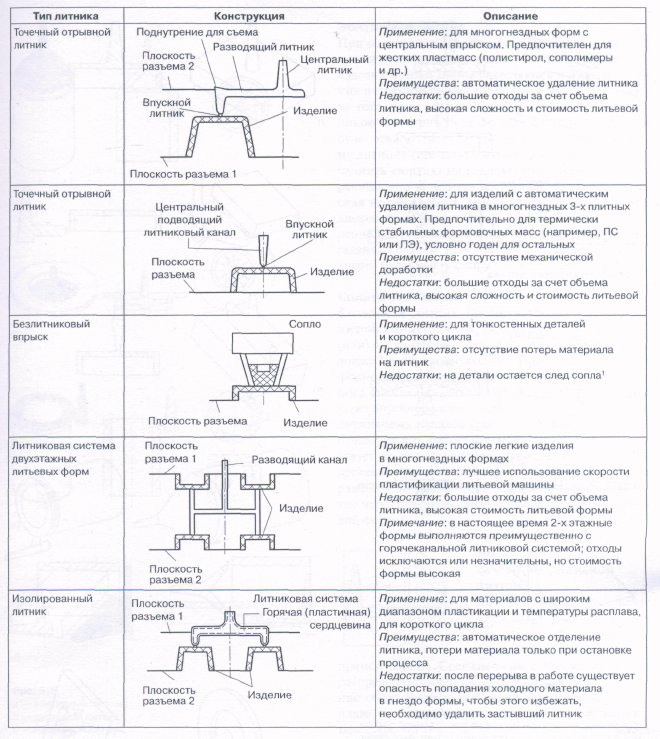
Таблица 5.1. (Окончание)
Форкамерная бобышка удаляется после каждой остановки процесса литья.
 Различные типы литников и впускных литников
Различные типы литников и впускных литников
|
|
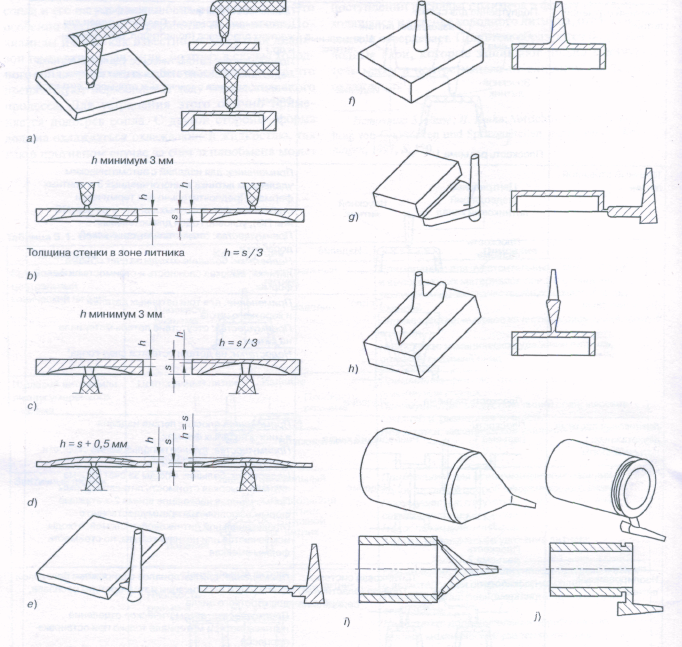
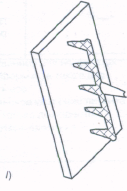
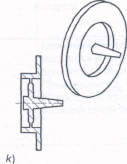
Рис. 5.2
а — точечный впускной литник;
Ь — точечный впускной литник на полусфере;
с — точечный впускной литник в полусфере;
d — точечный впускной литник на тонкостенной детали;
е — боковой главный (центральный) литниковый канал;
f— брусковый литник (центральный конический);
д — боковой щелевой литник;
/7 — центральный расширяющийся щелевой литник;
/ — зонтичный центровой литник;
j — кольцевой литник;
k — дисковый литник;
/ — многоточечный литник для пластины
Дата добавления: 2015-08-17; просмотров: 207 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Направляющие системы — примеры цилиндрических направляющих полуформ (нормали) | | | Кольцевой литник |