Читайте также:
|
После того, как дизайнером спроектировано новое изделие, конструктор формы может начинать разрабатывать конструкцию литьевой формы для его производства. Для экономии времени и снижения себестоимости продукта может потребоваться с одной стороны рационализация самого продукта, а с другой стороны — принятие нестандартных мер при разработке форм и самом производстве. Для более быстрого, экономичного и безопасного изготовления оснастки должны использоваться современный уровень техники, нормали для форм и пакеты стандартных плит. Примерами нормалей являются круглые и многогранные плиты, которые должны очень точно подходить друг к другу (точность ± 5 мкм, отверстия обработаны на прецизионном токарном станке, а не с использованием развертки!), детали системы толкания; выталкиватели, направляющие колонки, опорные колонки, направляющие втулки, хвостовик, тяги, тарельчатые пружины, пружины сжатия и растяжения, центрирующие фланцы, центрирующие втулки, литниковые втулки, гидро-пневмоцилиндры, крепежные уголки для них и т. д., то есть те элементы конструкции, которые раньше приходилось изготавливать на заказ.
Использование этих элементов разгружает инструментальщиков и проектировщиков форм от «непрофильной» работы и позволяет им выполнять высококачественную специализированную деятельность согласно их квалификации, а именно — изготовление формообразующих элементов и их установку в формы1.
______________
1 В настоящее время инструментальное производство использует обрабатывающие центры: фрезерные, токарные, а также электроэрозионные и другие станки с ЧПУ, которые значительно упрощают и ускоряют изготовление высокосложных деталей форм (деталей со сложным профилем, высокой твердостью и точностью).
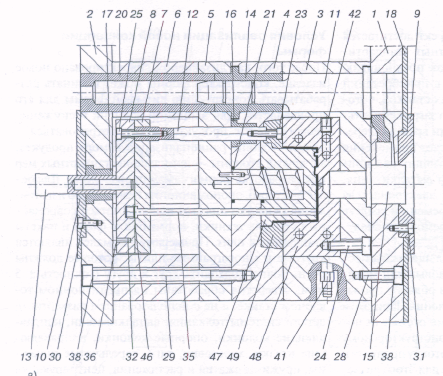
Литьевая форма для изделия «копилка» со стандартными изделиями
|
|

|
1 -2. Крепежные плиты
3-4. Плиты формы
5. Промежуточная плита
6. Планка
7. Обойма выталкивателей
8. Опорная плита выталкивателей
9-10. Центрирующие фланцы
11. Направляющая колонка
12. Тяга
13. Хвостовик
14. Направляющая втулка
15. Горячеканальная втулка
16-17. Направляющие втулки
18. Теплоизолирующая плита
19. Навесной корпус
20. Центрирующая гильза
21. Цилиндрический штифт
22-31. Цилиндрические болты
32. Винт с потайной головкой
33. Резьбовой штифт
34. Подпружиненный упор
35. Цилиндрический выталкиватель
36. Опорная шайба
37. Опорная колонка
38-39. Пружинные кольца
40. Соединительный ниппель (штуцер)
41. Удлинительный ниппель (штуцер)
42. Резьбовая пробка
43. Спиральный охлаждающий палец
44-45. Кольца уплотнительные
46. Обойма выталкивателей 47-48. Оформляющие вставки
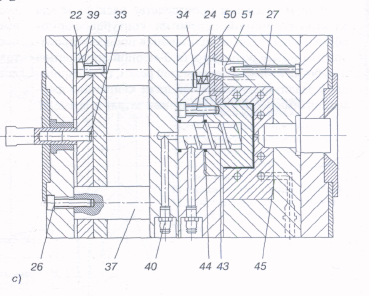
|
49. Плита съема
50. Ползун
51. Тяга ползуна (наклонная колонка)
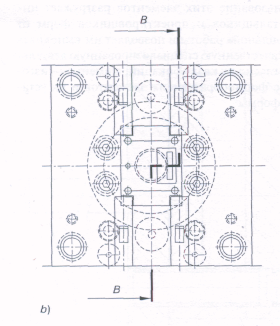
Рис. 3.4
а — общий вид;
b — вид сбоку;
с — разрез В-В
•
Дата добавления: 2015-08-17; просмотров: 114 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Оптимизация сроков и затрат на изготовление литьевых форм за счет использования нормалей | | | Литьевые нормали (пакет плитформы) |