|
Читайте также: |
Винтовые зажимы наиболее широко используются в сборочно–сварочных приспособлениях, поскольку они обеспечивают жесткое и надежное закрепление собираемых деталей, простоты в устройстве и обслуживании. Преимуществом винтовых зажимов является также возможность их легкой унификации, универсальность. Серьезным недостатком таких зажимов является низкая производительность при их обслуживании и сравнительно быстрый износ резьбы.
Винтовые зажимы изготовляются в виде постоянных, поворотных или откидных болтов с барашковыми гайками, штурвалами или рычагами, а также в виде домкратов, струбцин и т. п.
Поворотные и откидные винтовые зажимы наиболее рациональны при закреплении горизонтально расположенных листовых заготовок, поскольку при их отводе обеспечивается удобный доступ к базовым поверхностям приспособления и легкий съем изделия после сборки или сварки. Постоянные зажимы чаще применяются при креплении вертикально расположенных листовых заготовок, поскольку установить детали в этом случае можно сверху или сбоку.
Необходимо использовать винты с прямоугольной или трапецеидальной резьбой, которые имеют большую износостойкость по сравнению с треугольной резьбой.
Упрощенный расчет однозаходных винтовых зажимов можно производить по формулам:
номинальный диаметр винта – 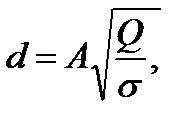 м,
м,
усилие, прикладываемое к рукоятке - Р = 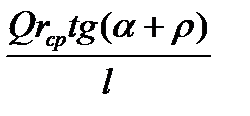 , Н,
, Н,
где А — коэффициент, равный для метрической резьбы 1,4;
Q — необходимая сила прижима, Н;
 — расчетная прочность материала винта, МПа; для стали 40, с учетом износа резьбы,
— расчетная прочность материала винта, МПа; для стали 40, с учетом износа резьбы,  =80…100 МПа;
=80…100 МПа;
l— плечо рукоятки (штурвала), м;
rср— средний радиус резьбы, м;
 — угол наклона резьбы (для М8—М52
— угол наклона резьбы (для М8—М52  , в среднем равен 2°30');
, в среднем равен 2°30');
 — угол трения в резьбе.
— угол трения в резьбе.
Несколько снизить время, необходимое на закрепление деталей при применении винтовых зажимов, можно путем использования многозаходных винтов, у которых шаг резьбы больше. Однако при этом не следует забывать правила самоторможения — угол подъема резьбы должен быть всегда меньше угла трения трущейся пары. Свободную длину винта не следует принимать больше 10 d.
Совершенно необходимо, с целью предупреждения образования вмятин на зажимаемой детали, на конец винта устанавливать башмачок 1 (рисунок 6). Опорная поверхность башмачка должна быть в несколько раз больше сечения винта. Рекомендуется закреплять башмачок двумя штифтами 2.
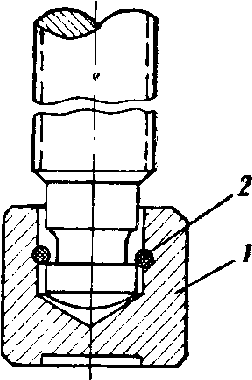
Рисунок 6 - Схема устройства опорного башмачка на торце зажимного винта
На рисунке 7 показаны некоторые винтовые зажимы, применяемые в конструкциях приспособлений.

е — откидной с наклонным винтом
Рисунок 7 – Примеры различных по конструкции винтовых зажимов
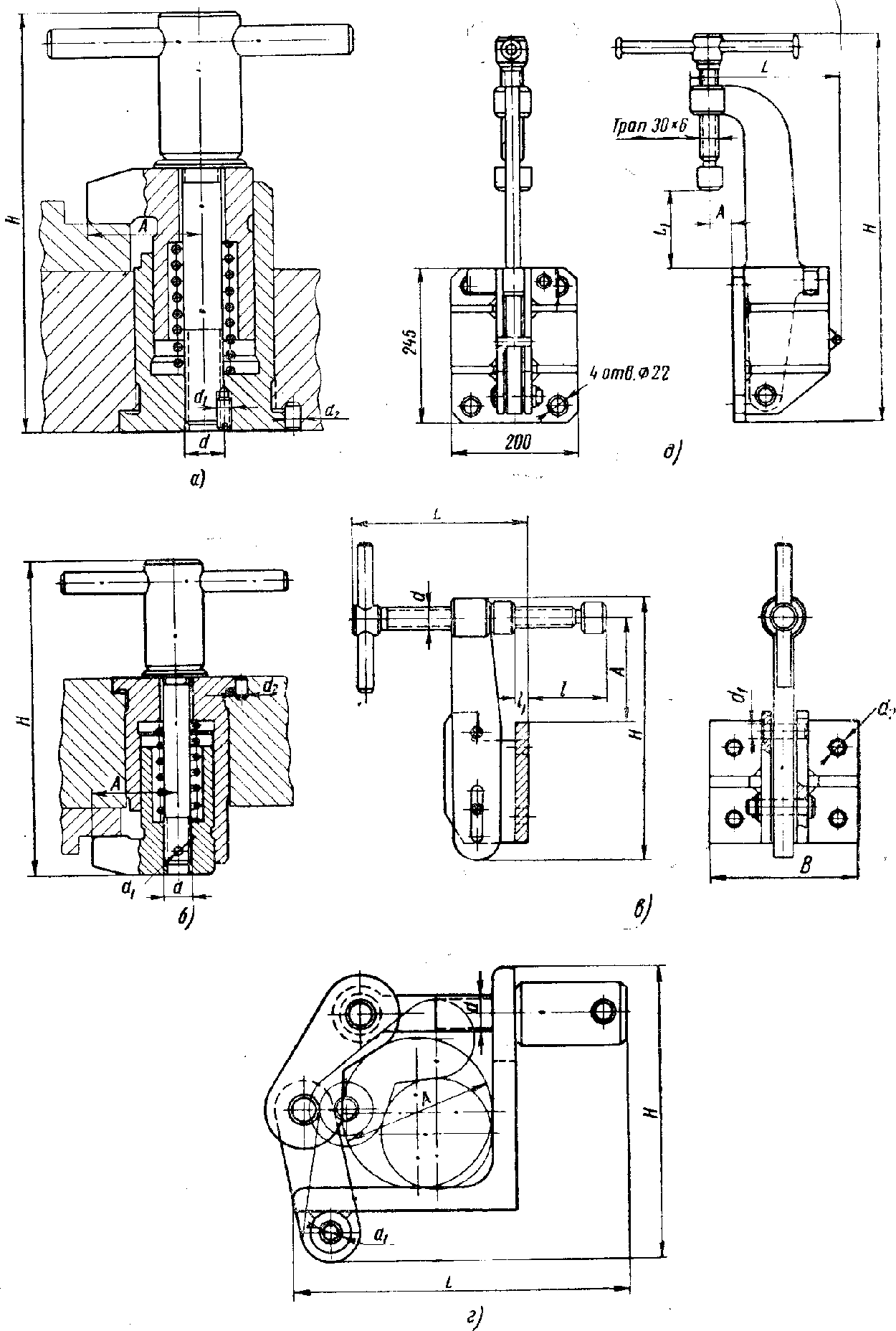
а — для прижима детали сверху; б — для прижима детали снизу; в — откидной с горизонтальным винтом; г — для прижима стержней; д — откидной с вертикальным винтом;
Рисунок 7 – Примеры различных по конструкции винтовых зажимов
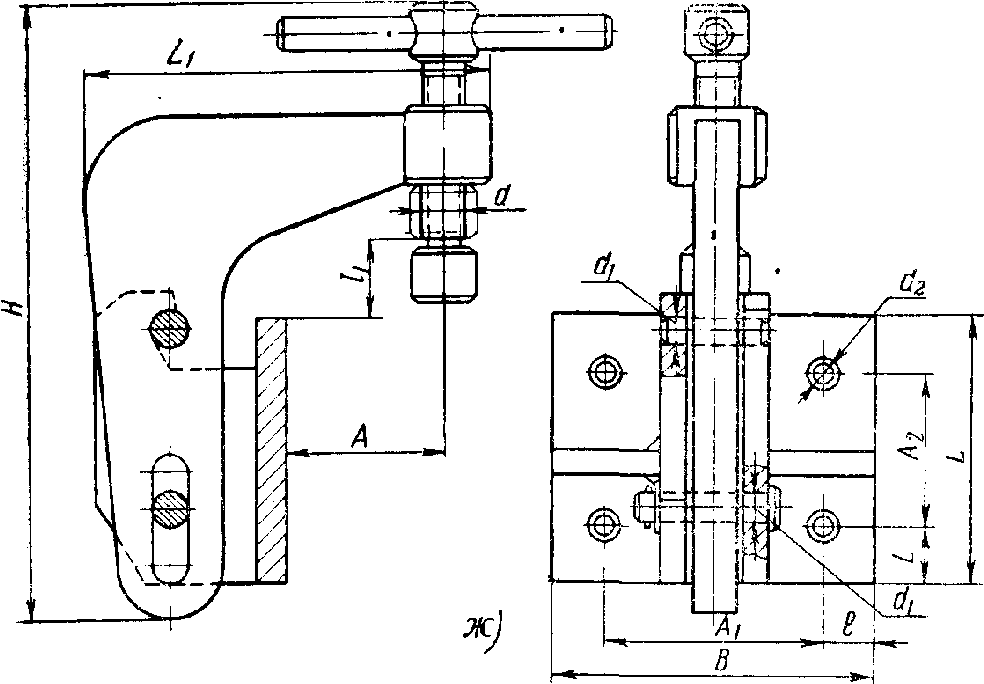
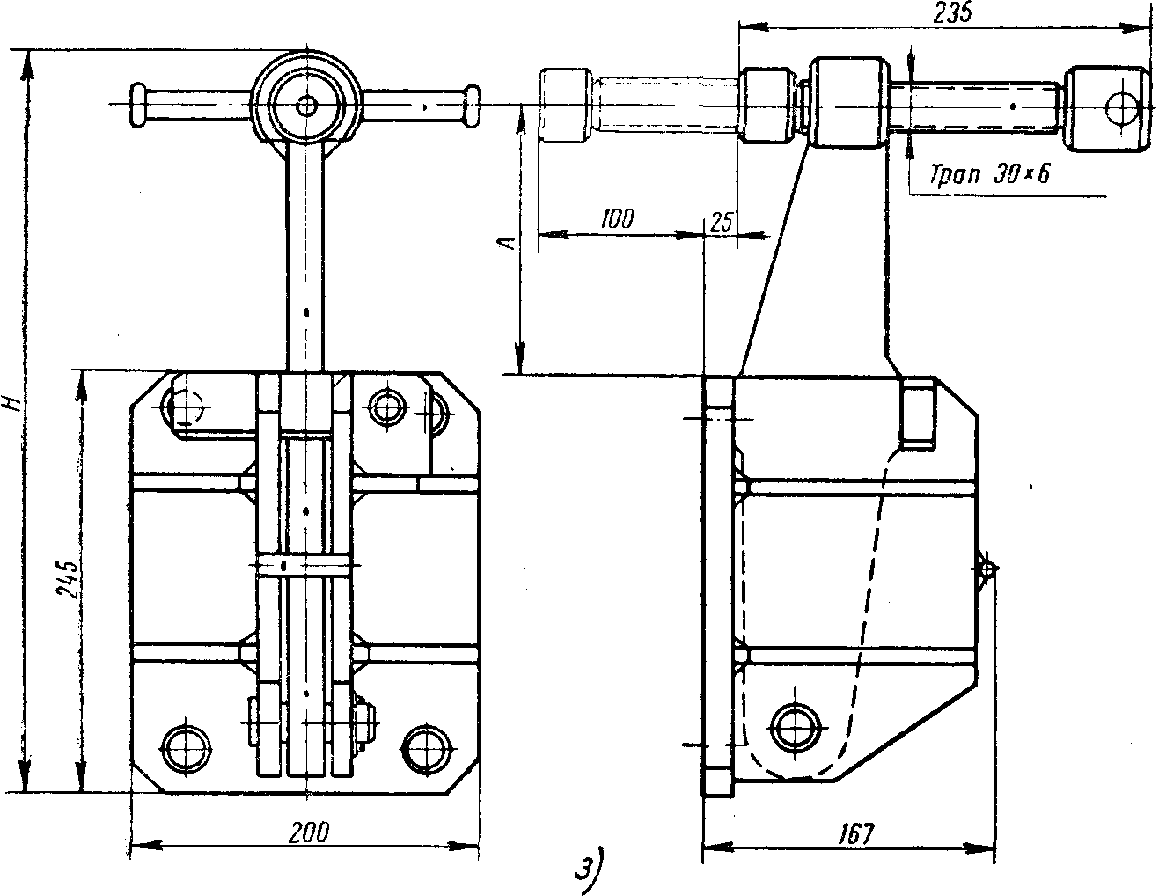
ж - откидной с вертикальным винтом; з - откидной с горизонтальным винтом
Рисунок 7 – Примеры различных по конструкции винтовых зажимов
К группе винтовых зажимов относятся также широко распространенные в промышленности струбцины, тиски и домкраты (стяжки), примеры конструкции и размеры которых показаны на рисунке 8.
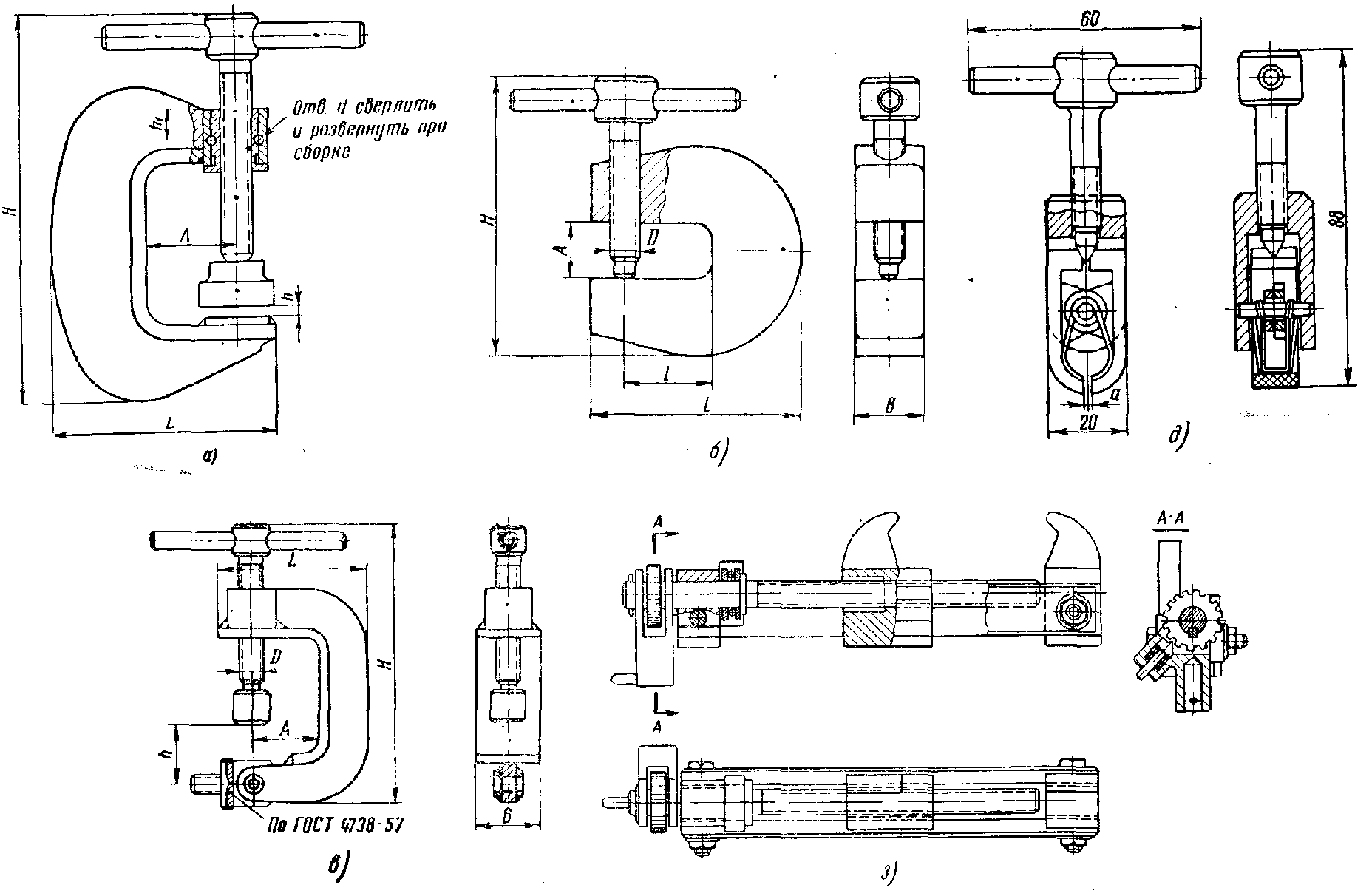
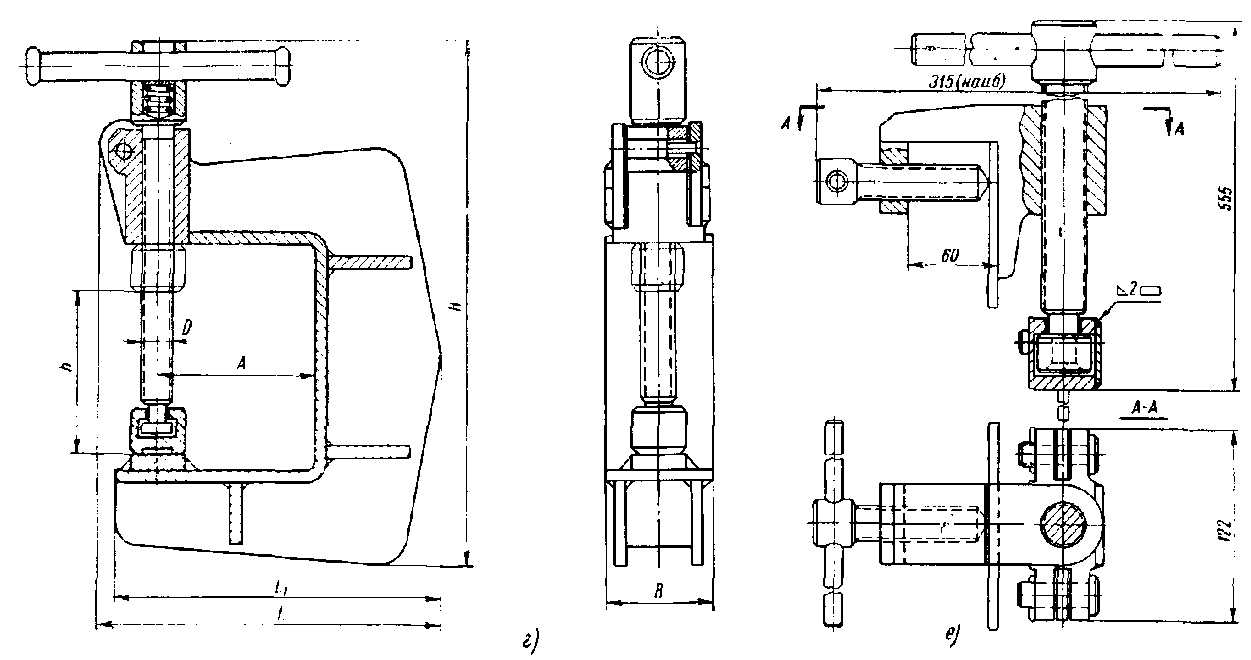
а — съемная струбцина с внутренним ребром; б — съемная струбцина без ребра;
в — откидная струбцина; г — струбцина с откидным винтом; д — тиски для сборки деталей с отбортовкой (раствор губок а — от 2 до 6 мм); е –струбцина для подтяжки листов к набору; ж — винтовой домкрат для распора балок; з — винтовая стяжка
Рисунок 8 – Примеры различных по конструкции струбцин, тисков и домкратов (стяжек, распорок)
Литература
6осн.[13-19].
Контрольные вопросы
1. Чем обусловлено широкое применение винтовых зажимов?
2. Какие типы винтовых зажимов наиболее рациональны при закреплении горизонтально расположенных листовых заготовок?
3. Какому типу резьбы необходимо отдать предпочтение при проектировании винтового зажима?
4. Для чего на конце винта устанавливается башмачок?
Дата добавления: 2015-08-20; просмотров: 574 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| А) Закрепляющие устройства с ручным приводом | | | Лекция 5 Эксцентриковые зажимы |