Читайте также:
|
Аргонодуговая сварка - дуговая сварка, при которой в качестве защитного газа используется аргон. Применяют аргонодуговую сварку неплавящимся вольфрамовым и плавящимся электродами. Аргонодуговая сварка вольфрамовым электродом может быть ручной и автоматической. Сварка возможна без подачи и с подачей присадочной проволоки. Этот процесс предназначен главным образом для металлов толщиной менее 3-4 мм. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
При прямой полярности (плюс на изделии, минус на электроде) лучше условия термоэлектронной эмиссии, выше стойкость вольфрамового электрода и допускаемый предельный ток. Допускаемый ток при использовании вольфрамового электрода диаметром 3 мм составляет ориентировочно при прямой полярности 140-280 А, обратной - только 20-40 А, при переменном токе - промежуточное значение 100-160 А. Дуга на прямой полярности легко зажигается и горит устойчиво при напряжении 10-15 В в широком диапазоне плотностей тока.
При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения, резко уменьшается стойкость электрода, повышаются его нагрев и расход. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются окислы и загрязнения. Это явление объясняется тем, что при обратной полярности поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые, перемещаясь под действием электрического поля от плюса (электрод) к минусу (изделие), разрушают окисные пленки на свариваемом металле, а выходящие с катода (поверхности изделия) электроны способствуют удалению разрушенных окисных пленок. Этот процесс удаления окислов называется катодным распылением. Указанное свойство дуги обратной полярности используют при сварке Аl, Мg, Ве и их сплавов, имеющих прочные окисные пленки. Но так как при постоянном токе обратной полярности стойкость вольфрамового электрода низка, то для этой цели используют переменный ток. При этом удаление пленки, т.е. катодное распыление, происходит, когда свариваемое изделие является катодом. Таким образом, при сварке неплавящимся электродом на переменном токе в определенной степени реализуются преимущества дуги прямой и обратной полярности, т.е. при этом обеспечивается и устойчивость электрода и разрушение окисных пленок.
Технология аргонодуговой сварки вольфрамовым электродом. На рисунке 14 дана характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки: сварочного тока I СВ напряжения дуги U д, скорости подачи присадочной проволоки V im, скорости сварки vСВ, расхода аргона Q r, дополнительного параметра - напряжения осциллятора U ОСц в течение цикла сварки t. Газ подают за 10-15 с до начала горения дуги, давление газа составляет (1,1-1,3)-105 Па, средний расход газа для защиты зоны сварки - 10-15 л/мин, для обратной стороны шва - 30-50% от основного расхода.
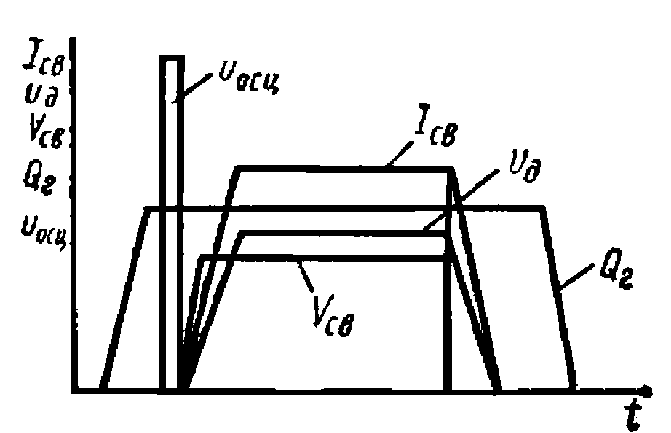
I св - сварочный ток, U д - напряжение дуги, V св - скорость сварки, Q z - расход защитного газа, U осц - напряжение осциллятора
Рисунок 14. Циклограмма сварки в защитных газах неплавящимся электродом
Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты и напряжения с помощью осциллятора.
Ручную сварку выполняют наклонной горелкой углом вперед, угол наклона к поверхности изделия составляет 70-80°. Присадочную проволоку подают под углом 10-15° (рис. 2.60). По окончании сварки дугу постепенно обрывают для заварки кратера, при ручной сварке - ее постепенным растяжением, при автоматической - специальным устройством заварки кратера, обеспечивающим постепенное уменьшение сварочного тока. Для защиты охлаждающегося металла подачу газа прекращают через 10-15 с после выключения тока.
Примерный режим ручной аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3-4 мм, диаметр присадочной проволоки 1,6-2 мм, сварочный ток 120-160 А, напряжение на дуге 12-16 В, расход аргона 6-7 л/мин.
Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно сваривать с отбортовкой кромок, при малой величине зазора (0,1-0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм.
Разработано несколько разновидностей аргонодуговой сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся: сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка.
Сварка погруженной дугой. С увеличением диаметра электрода и силы тока увеличиваются давление дуги и удельное количество вводимой теплоты. Под давлением дуги происходит оттеснение под электродом жидкого металла. Дуга при этом погружается в сварочную ванну, а поддержание заданного напряжения (длины дуги) достигается опусканием электрода ниже поверхности свариваемого металла. Глубина проплавления достигает 10-12 мм и выше, расход аргона в сопло горелки составляет 15-20 л/мин, в приставку для защиты остывающего шва15-30 л/мин и на обратную сторону шва 6-10 л/мин.
Сварка с применением флюса. Нанесение на поверхность свариваемого металла слоя флюса небольшой толщины (0,2-0,5 мм), состоящего из соединений фтора, хлора и некоторых окислов, способствует повышению сосредоточенности теплового потока в пятне нагрева и увеличению проплавляющей способности дуги. При этом благодаря концентрации тепловой энергии повышается эффективность проплавления, и снижаются затраты погонной энергии при сварке.
Сварка при повышенном давлении защитной атмосферы. Мощность дуги возрастает с увеличением давления защитной атмосферы при неизменном токе и длине дуги. Дуга при этом сжимается, благодаря чему увеличивается ее проплавляющая способность примерно на 25-60%. Этот способ можно использовать при сварке в камерах с контролируемой атмосферой.
Импульсно-дуговая сварка вольфрамовым электродом заключается в применении в качестве источника теплоты импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота на расплавление основного металла, чем при сварке постоянной дугой.
Дуга пульсирует с заданным соотношением импульса и паузы (рис.15). Сплошной шов получается расплавлением отдельных точек с определенным перекрытием. Повторные возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10-15% от силы тока в импульсе). Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса (t СВ) и паузы (t n), длительность цикла сварки t cB+ t П и шаг точек h. Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонколистовых материалов: практически отсутствуют дефекты формирования шва, провисание и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика при ручной сварке.
Так как для сварки металла определенной толщины требуется значительно меньшая погонная энергия, существенно уменьшаются деформации и прожоги тонколистовых материалов. Таким образом, импульсно-дуговая сварка вольфрамовым электродом предназначена главным образом для регулирования проплавления основного металла и формирования шва при сварке тонколистового металла.
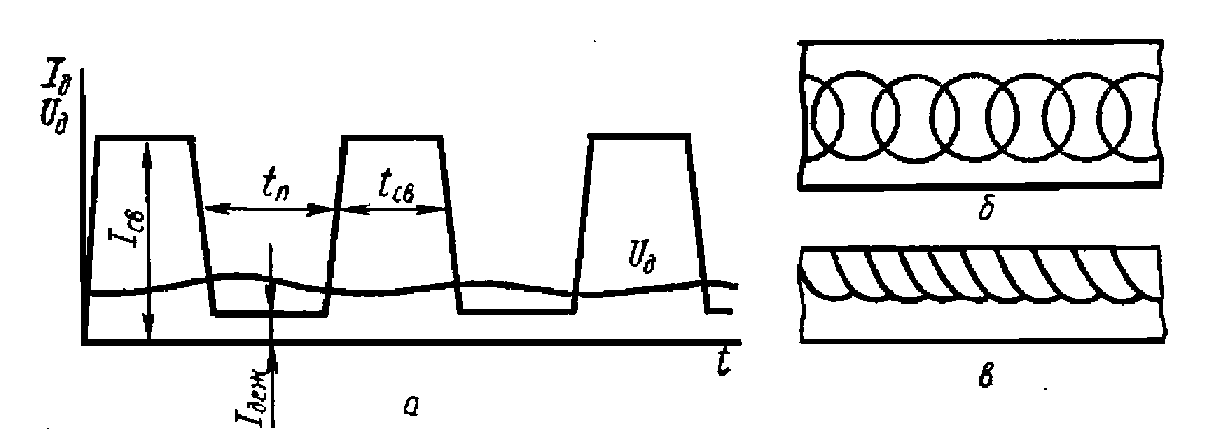
I св - сварочный ток, I деж - ток дежурной дуги, t п - время паузы, t св - время сварки
Рисунок 15. Изменение сварочного тока и напряжения при импульсной сварке вольфрамовым электродом (а) и вид швов (б, в)
Дата добавления: 2015-08-20; просмотров: 555 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Сварка в углекислом газе | | | Аргонодуговая сварка плавящимся электродом. |