Читайте также:
|
Устойчивый процесс сварки и хорошее качество сварного шва обеспечиваются при правильном выборе и поддержании постоянными параметров режима сварки. К основным параметрам режима относятся сварочный ток, напряжение дуги и скорость сварки. В современных сварочных головках используются два принципа регулирования режима дуги по ее напряжению - саморегулирование дуги и автоматическое регулирование дуги.
Постоянная длина дуги обеспечивается в случае, если скорость подачи электродной проволоки Vэ, равна скорости ее плавления Vп. Если Vэ>Vп, то это приведет к коротким замыканиям, если Vэ<Vп - к обрыву дуги и прекращению процесса сварки.
Нарушение равенства Vэ=Vп в процессе сварки возможно по следующим причинам:
- колебания напряжения в сети;
- неровности, волнистость, прихватки на свариваемых поверхностях; неравномерная скорость подачи электродной проволоки;
- магнитное дутье, отклоняющее дугу, и другие причины. Большинство сварочных аппаратов для дуговой сварки работает по принципу саморегулирования дуги. Саморегулирование дуги - это свойство сварочной дуги при сварке плавящимся электродом восстанавливать длину при случайных ее отклонениях благодаря изменению скорости плавления электрода. Чем больше изменяется длина дуги, тем больше изменяется ток и, следовательно, скорость плавления электрода. Если длина дуги уменьшается, ток и скорость плавления увеличиваются и длина дуги возвращается к первоначальному значению.
Суть этого принципа можно понять при рассмотрении изменения параметров режима сварки в зависимости от внешней характеристики источника питания и изменения длины дуги (рис. 2.51).
На рисунке 11 изображены крутопадающая 1 и жесткая 2 характеристики источников питания и возрастающая вольтамперная характеристика дуги l 1, l 2, соответствующие III области ВАХ, характерной для механизированных способов сварки. Точка А пересечения характеристик дуги и источника - точка устойчивого горения дуги, которой соответствует рабочий ток I p, и напряжение U р, l1 - начальная длина дуги для устойчивого горения.
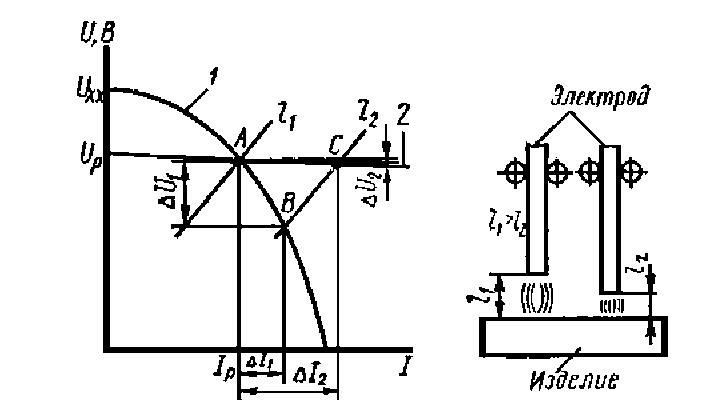
Рисунок 11. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Предположим, что длина дуги изменилась и стала равна l 2, т.е. дуга укоротилась. Меньшей длине дуги соответствует меньшее напряжение, большей длине дуги - большее напряжение. При крутопадающей характеристике 1, как видно из рисунка, в значительной степени изменится напряжение на дуге A U 1 и в меньшей степени ток дуги A I 1. При жесткой характеристике 2, наоборот, изменение длины дуги ведет к резкому увеличению тока AI2 к незначительному изменению напряжения A U 2.
Увеличение тока приведет к увеличению скорости плавления электрода, в результате чего скорость плавления будет больше скорости подачи электрода (Vп>Vэ)и длина дуги через определенный промежуток времени восстановится, одновременно сравняются скорости плавления и подачи электрода.
При механизированных способах сварки процесс саморегулирования наиболее эффективен при использовании источников с жесткими (сварка в защитных газах) и пологопадающими (сварка под флюсом) характеристиками. При ручной дуговой сварке, когда изменения длины дуги наиболее часты, а при сварке в труднодоступных местах сварщику приходится самому искусственно изменять длину дуги, наиболее предпочтительно использовать источники питания с крутопадающей характеристикой, так как изменения тока при заданных режимах будут незначительны, а следовательно, и основные размеры шва будут меняться незначительно.
Дата добавления: 2015-08-20; просмотров: 154 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Деформации и напряжения при сварке | | | Технология сварки под флюсом |