Читайте также:
|
Электрошлаковая сварка технически возможна при толщине металла более 16 мм и, как правило, экономически выгодна при сварке металла толщиной более 25 мм. Этот вид сварки позволяет выполнять только вертикальные швы. Электрошлаковую сварку применяют для сварки сталей, алюминиевых и титановых сплавов. Основные виды сварных соединений, выполняемых электрошлаковой сваркой, показаны на рисунке 13.
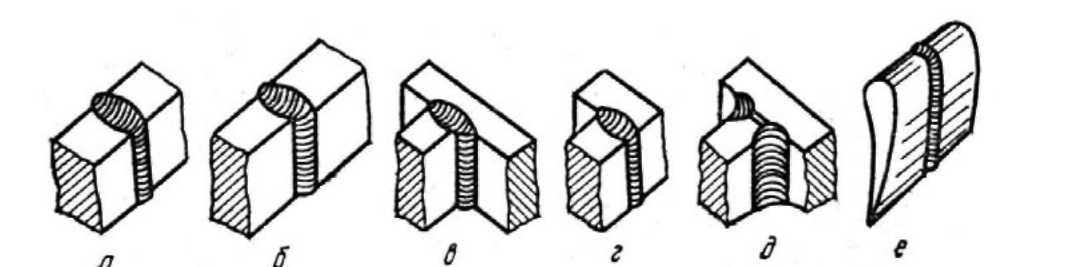
а, б - стыковые, в, д - тавровые, г - угловые, е - переменного сечения
Рисунок 13. Основные виды сварных соединений, выполняемых электрошлаковой сваркой
Применение электрошлаковой сварки вносит коренные изменения в технологию производства крупногабаритных изделий: появляется возможность замены крупных литых или кованых деталей сварно-литыми или сварно-коваными из более мелких деталей.
К основным параметрам электрошлаковой сварки относятся: скорость сварки, сварочный ток, скорость подачи электродов, напряжение сварки, толщина металла, приходящегося на один электрод, расстояние между электродами. Вспомогательные параметры режима: зазор между кромками, глубина шлаковой ванны, состав флюса, скорость поперечных колебаний электрода, вылет электрода, сечение проволоки и др. Сварочный ток, величина которого определяется типом электрода (проволока, пластина, плавящийся мундштук), число электродных проволок, их диаметр и сечение пластинчатых электродов или плавящихся мундштуков, скорость подачи электродов и другие параметры выбирают таким образом, чтобы получить скорость и напряжение сварки, обеспечивающие устойчивость процесса и требуемые размеры и форму шва. Ориентировочные значения основных параметров режима приведены в таблице 7. При использовании электродных проволок глубина шлаковой ванны обычно 25-70 мм, скорость подачи проволоки 100-150 м/ч, скорость возвратно-поступательного движения электродов 25-40 м/ч, сухой вылет электрода 60-80 мм.
Таблица 7 - Примерные параметры режима электрошлаковой сварки низкоуглеродистой стали проволочными электродами
| Толщина свариваемого металла, мм | Сварочный ток на один электрод, А | Напряжение на шлаковой ванне, В | Количество электродов, шт | Диаметр электрода, мм | Расстояние между электродами, мм | Скорость поперечного движения электрода, м/ч | Скорость подачи электрода, м/ч | Выдержка у ползунов, с | Зазор, мм | Скорость сварки, м/ч | Сухой вылет электрода, мм | Глубина шлаковой ванны, мм | Марка флюса |
| 350-370 | 32-34 | 2,5 | - | - | - | 0,9-1 | 40-50 | 20-25 | АН-8 | ||||
| 640-660 | 46-48 | - | 371-400 | 26-30 | 1-1,1 | 90-95 | 60-65 | АН-8 | |||||
| 600-620 | 42-46 | 45-50 | 26-32 | 4-6 | 24-27 | 1,6 | 60-80 | 50-70 | ФЦ-7 | ||||
| 500-550 | 50-55 | 230-250 | 28-32 | 0,4-0,5 | 60-70 | 45-50 | ФЦ-7 | ||||||
| 400-450 | 46-48 | 31-36 | 200-220 | 0,35 | 60-70 | 45-50 | АН-8 | ||||||
| 36-38 | - | 60-80 | - | 30-33 | 0,6 | 50-70 | 40-45 | АН-8 |
Для электрошлаковой сварки используют обычные флюсы, например, АН-348А, ФЦ-7, а также специальные флюсы, образующие электропроводный расплав с заданными технологическими свойствами: вязкостью, электропроводностью, температурой плавления и т.д. (АН-8,АН-22 и др.).
Сварку пластинчатым электродом применяют для сравнительно коротких швов высотой до 1,5 м. Вместо пластин можно применять расходуемые электроды, т.е. стержни круглого, квадратного и других сечений. В этом случае значительно упрощается аппаратура для сварки.
Сварка плавящимся мундштуком как бы объединяет способы сварки проволочными и пластинчатыми электродами. В пластинчатом электроде делают пазы или к нему приваривают трубки для подачи электродных проволок. При сварке пластина остается неподвижной и является плавящимся мундштуком, по которому подается проволока. Этим способом можно сваривать швы сложного криволинейного профиля.
Заготовки под сварку собирают с зазором, обычно 30 мм, с учетом усадки стыка при сварке и после нее. Для плотного прилегания ползунов и формирующих устройств к кромкам стыка последние зачищают от заусенцев и окалины на ширину до 100 мм. Для вывода за пределы шва усадочной раковины в конце шва устанавливают выходные планки, а вывода непроваров в начале шва - входные планки, которые после сварки удаляются резкой. Для начала сварки в карман, образованный входными планками, засыпают флюс, возбуждается дуговой процесс до получения шлаковой ванны требуемой величины. После этого дуга шунтируется шлаком, и процесс переходит в бездуговой - электрошлаковый.
Литература: 1осн.[150-153, 253-256], 1-2 доп.
Контрольные вопросы
1. В каких случаях возможна и выгодна электрошлаковая сварка?
2. Перечислите основные параметры электрошлаковой сварки.
3. Какие флюсы используются для электрошлаковой сварки?
4. С каким зазором собираются заготовки под электрошлаковую сварку?
Дата добавления: 2015-08-20; просмотров: 173 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Технология сварки под флюсом | | | Сварка в углекислом газе |