Читайте также:
|
К отклонениям формы относятся отклонения прямолинейности, плоскостности, круглости, профиля продольного сечения и цилиндричности.
Отклонение от плоскостности определяют как наибольшее расстояние  от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рисунок 5.3,а).
от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рисунок 5.3,а).
Частными видами отклонений является выпуклость (рисунок 5.3,б) и вогнутость (рисунок 5.3,в).
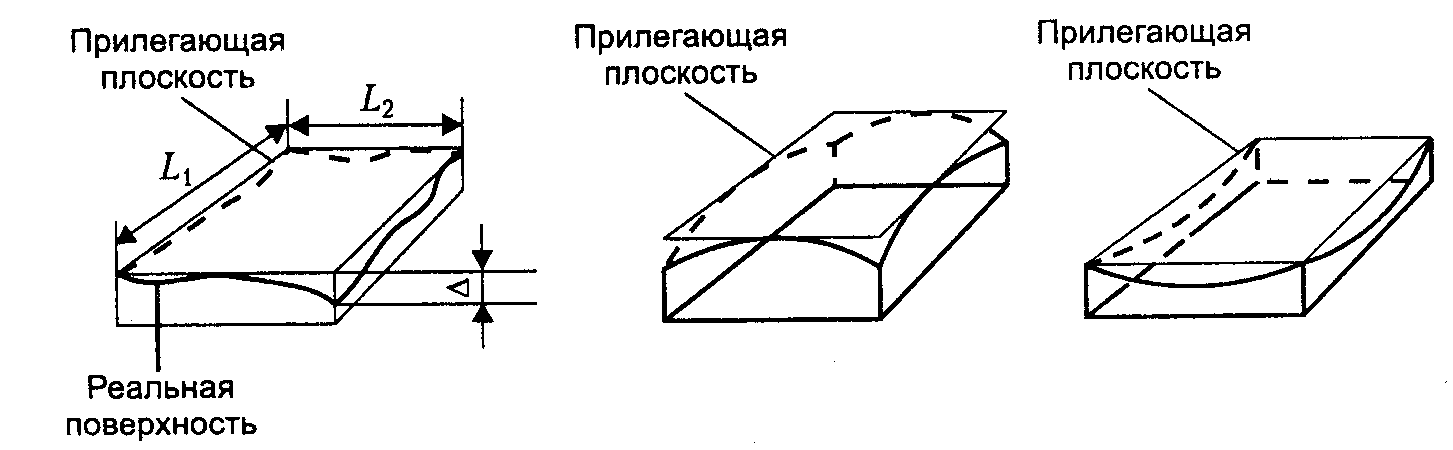
а б в
Рисунок 5.3 - Отклонение формы плоских поверхностей
Отклонение от прямолинейности определяют как большее расстояние от точек реального профиля до прилегающей прямой.
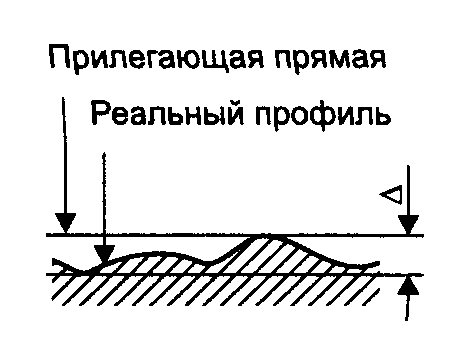
Рисунок 5.4– Отклонение от прямолинейности
Отклонение от прямолинейности оси в пространстве – наименьшее значение диаметра цилиндра, внутри которого располагается реальная ось.
Отклонение от прямолинейности оси  , как правило, возникает из-за действия неравномерно распределенных остаточных напряжений, возникающих после термической обработки, наклепа и т. п. Отклонение от прямолинейности оси в пространстве и поле допуска (Т) прямолинейности оси показаны на рисунке 5.5.
, как правило, возникает из-за действия неравномерно распределенных остаточных напряжений, возникающих после термической обработки, наклепа и т. п. Отклонение от прямолинейности оси в пространстве и поле допуска (Т) прямолинейности оси показаны на рисунке 5.5.
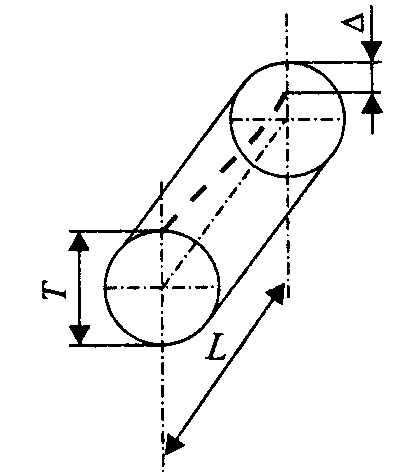
Рисунок 5.5– Отклонение от прямолинейности оси
Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности. Допуск круглости Т - наибольшее допустимое значение отклонения от круглости.
Частными случаями могут быть овальность и огранка.
Овальность — это отклонение от круглости, при котором реальный профиль поперечного сечения представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно-перпендикулярных направлениях. За значение овальности принимают полуразность между наибольшим и наименьшим диаметром сечения:
= (dmax - dmin)/2
Овальность возникает в результате биения шпинделя токарного или шлифовального станка, вследствие неправильной формы поперечного сечения заготовки, дисбаланса детали и т. д.
Огранка -это отклонение от круглости, при котором реальный профиль поперечного сечения представляет собой многогранную фигуру. В связи с особенностью измерения граненых деталей их разделяют в зависимости от числа граней (трех, четырех и т. д.). Огранка количественно определяется так же, как и отклонение от круглости наибольшим отклонением точек реального профиля от прилегающей окружности.
Причиной появления огранки является неправильная (граненая) форма поперечного сечения заготовки; изменение положения мгновенного центра вращения детали при обработке (при бесцентровом шлифовании, при резании, когда технологическая система станок – приспособление - инструмент - заготовка недостаточно жесткая).
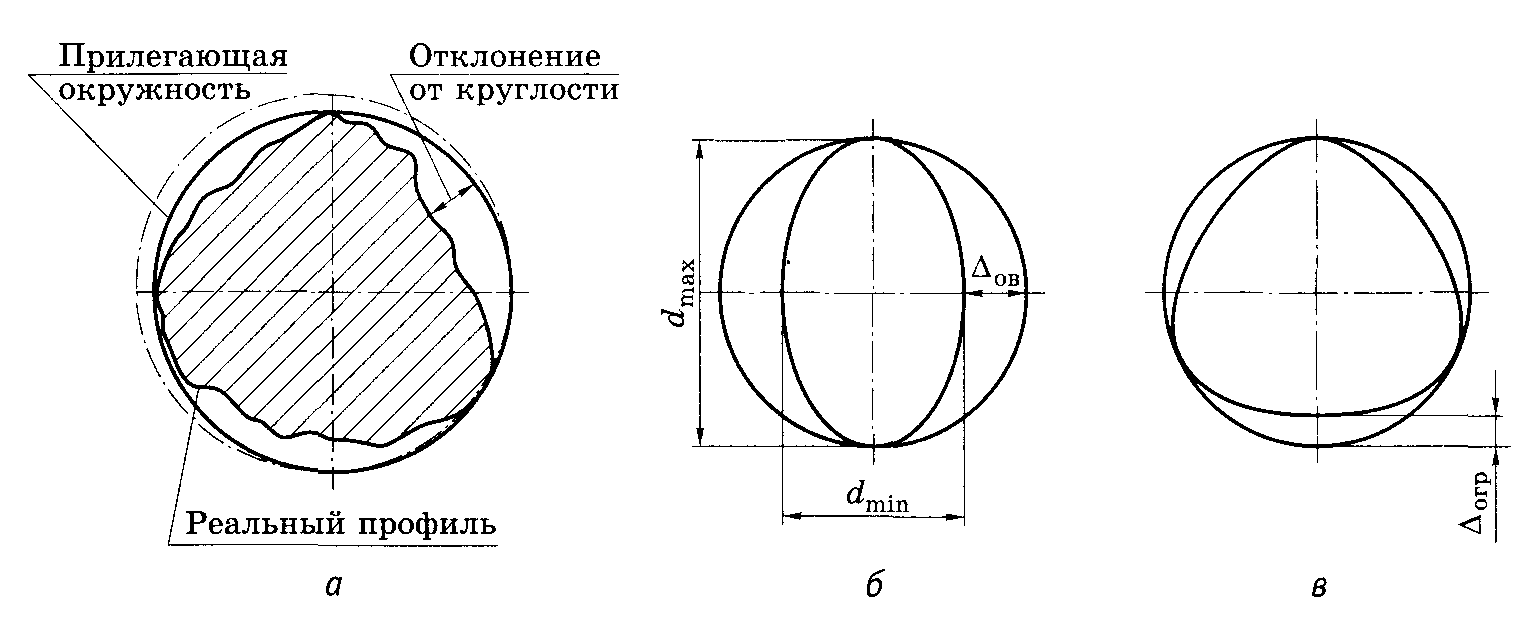
а) графическое определение; б) овальность, в)огранка
Рисунок 5.6 - Отклонение от круглости
Отклонение от цилиндричности – наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка.
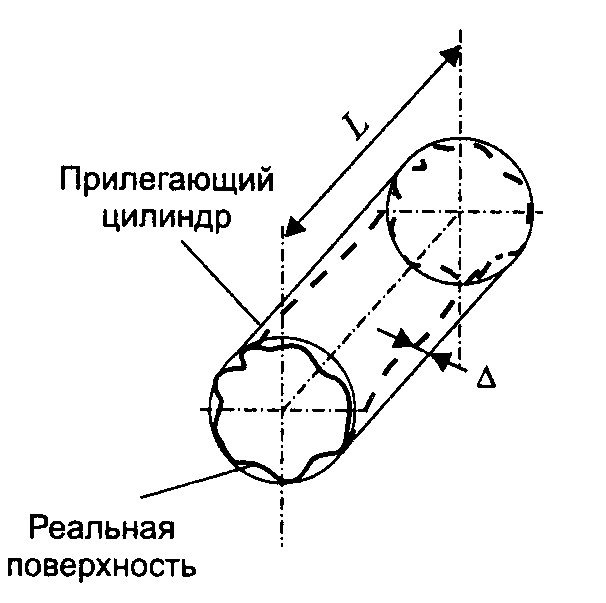
Рисунок 5.7 – Отклонение от цилиндричности
Отклонение профиля продольного сечения – наибольшее расстояние от точек реальной поверхности, лежащих в плоскости, проходящих через продольную ось, до соответствующей стороны прилегающего профиля.
Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность, седлообразность (рисунок 5.7).

а б в
а) конусообразность; б) бочкообразность; в) седлообразность
Рисунок 5.8 – Частные случаи отклонения профиля продольного сечения:
Конусообразность - это отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рисунок 5.7, а). Конусообразность возникает при несовпадении осей шпинделя и пиноли задней бабки станка, отклонении от параллельности оси шпинделя направляющим станины и т.п.
Бочкообразность - это отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рисунок 5.7, б). Причиной бочкообразности является прогиб длинного вала при малой его жесткости в процессе обточки в центрах без люнета; износ направляющих в их середине и др.
Седлообразность - это отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рисунок 5.7, в). Причинами возникновения седлообразности являются: перекос направляющих и их износ; несовпадение центров токарного станка в вертикальной плоскости или обработка толстых коротких валов в нежестких центрах.
Количественно конусообразность, бочкообразность, седлообразность равна полуразности между наибольшим и наименьшим диаметрами в одном и том же продольном сечении:
= (dmax - dmin)/2
Зная показатели отклонений профиля, можно вносить коррективы в технологический процесс и устранять причины, вызывающие эти отклонения, так как любое из них снижает ресурс подвижных соединений и надежность неподвижных.
Дата добавления: 2015-08-02; просмотров: 206 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Основные термины и определения | | | Отклонения и допуски расположения |