Читайте также:
|
«Анализ существующего маршрута механической обработки детали и предложения по его усовершенствованию»
Таблица 1 - Существующий технологический маршрут обработки детали № 75211-1318046 – ступица насосного колеса
| № и наименование операции, модель оборудования | Эскиз операционный | Содержание операции |
| Токарно – винторезная, 16К20 |

| А.Установить и закрепить заготовку. 1.Подрезать торец, выдерживая размер 1; 2.Зацентровать торец; Б.Поджать заготовку центром; 3.Точить поверхность с подрезкой торца, выдерживая размеры 2,3; 4.Точить фаску, выдерживая размер 4; В.Отвести центр; 5.Сверлить отверстие, выдерживая размер Ø35+1 мм; 6.Рассверлить отверстие, выдерживая размер 5; Г.Открепить и снять деталь. |
Продолжение таблицы 1
| Токарно – винторезная, 16К20 |

| А.Установить и закрепить заготовку. 1.Подрезать торец, выдерживая размер 1; 2.Рассверлить отверстие, выдерживая размер Ø60+1 мм; 3.Рассверлить отверстие, выдерживая размер Ø75+1 мм; 4.Расточить отверстие, выдерживая размер Ø84+1 мм; Б.Поджать заготовку центром; 5.Точить поверхность, выдерживая размер 2; 6.Точить поверхность, выдерживая размеры 3,4; 7.Точить поверхности, выдерживая размер 6; 8.Точить фаску, выдерживая размер 7; 9.Точить фаску, выдерживая размер 8; 10.Точить поверхность, выдерживая размеры 14,15; В.Отвести центр; 11.Расточить отверстие с подрезкой торца, выдерживая размеры 9,10; 12.Зенкеровать отверстие, выдерживая размер 11; 13.Расточить фаски, выдерживая разме-ры 12,13; 14.Расточить канавку, выдерживая размеры 16,17; Г.Открепить и снять деталь. |
Продолжение таблицы 1
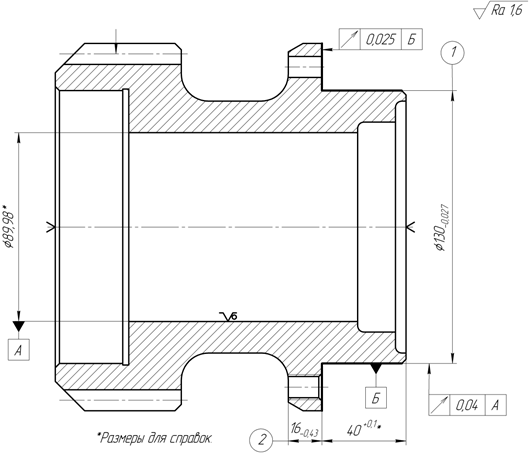
| Токарно – винторезная, 16К20 |

| А.Установить и закрепить заготовку. 1.Подрезать торец, выдерживая размер 1; 2.Точить поверхность с подрезкой торца, выдерживая размеры 2,3; 3.Точить фаску, выдерживая размер 4; 4.Расточиь отверстие, выдерживая размер Ø112±0,5 мм; 5.Расточить отверстие с подрезкой торца, выдерживая размеры 5,6,7; 6.Расточиь отверстие, выдерживая размер Ø93±1 мм; 7.Расточить отверстие с подрезкой торца, выдерживая размеры 8,9,10; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Зубофрезерная |
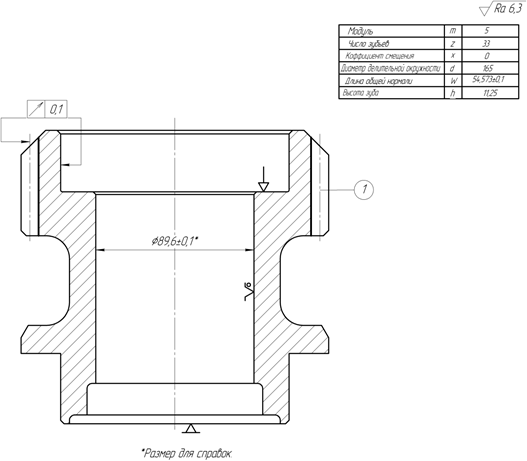
| А.Установить и закрепить заготовку. 1.Фрезеровать зубья 1; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Контрольная | ||
| Термическая | ||
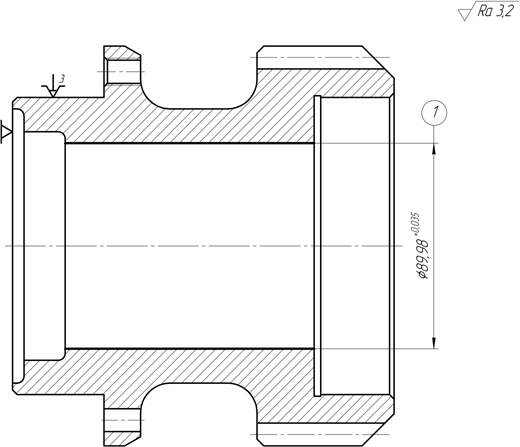
| Токарно – винторезная, 16К20 |

| А.Установить и закрепить заготовку. 1.Точить поверхность, выдерживая размер 1; 2.Точить поверхность с подрезкой торца, выдерживая размеры 2,3; 3.Точить поверхность, выдерживая размер 4; 4.Точить поверхности, выдерживая размеры 5,6; 5.Точить фаску, выдерживая размер 7; 6.Точить канавку, выдерживая размеры 8,9,10,11; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Горизонтально-расточная, 2А622 |
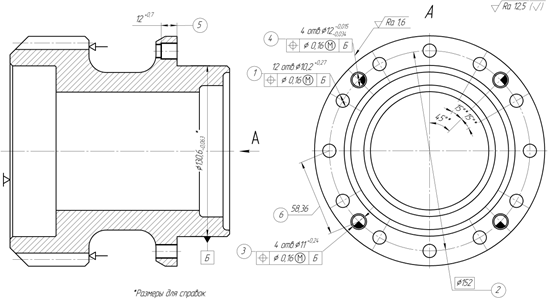
| А.Установить и закрепить заготовку. 1.Центровать 16 отверстий, выдерживая размеры 2,6; 2.Сверлить 12 отверстий, выдерживая размеры 1,2; 3.Сверлить 4 отверстия, выдерживая размеры 3,2,6; 4.Цековать 4 отверстия, выдерживая размеры 4,5; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Радиально – сверлильная, 2М55 |

| А.Установить и закрепить заготовку. 1.Зенковать 12 фасок, выдерживая размер 2; 3.Нарезать резьбу в 12 отверстиях, выдерживая размер 1; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Контрольная | ||
| Термическая | ||
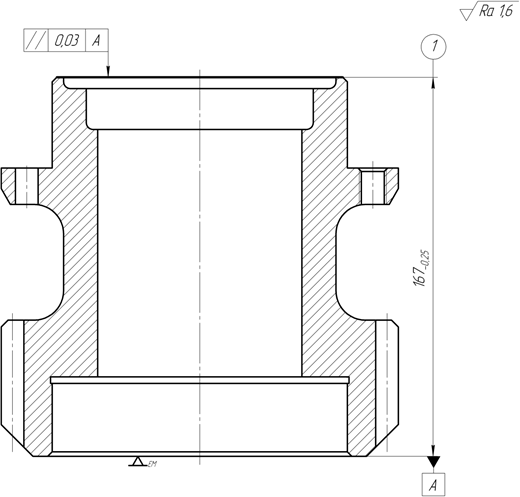
| Внутришлифовальная, 3А228А |

| А.Установить и закрепить заготовку. 1.Шлифовать отверстие, выдерживая размер 1; 2.Шлифовать торец, выдерживая, размер 2; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Внутришлифовальная, 3А227А |
| А.Установить и закрепить заготовку. 1.Шлифовать отверстие, выдерживая размер 1; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Плоскошлифовальная, 3Е711А |
| А.Установить заготовку. 1.Шлифовать поверхность, выдерживая размер 1; Б.Снять деталь. |
Продолжение таблицы 1
| Зубошлифовальная, 5831 |

| А.Установить и закрепить заготовку. 1.Шлифовать зубья 1; Б.Открепить и снять деталь. |
Продолжение таблицы 1
| Круглошлифовальная, 3А161 |
| А.Установить и закрепить заготовку. 1.Шлифовать поверхность, выдерживая размер 1; 2.Шлифовать поверхность, выдерживая размер 2; Б.Открепить и снять деталь. |
| Контрольная |
Проанализировав существующий технологический процесс, предлагаю внести следующие изменения:
1.Заготовку по заводскому варианту заменить на заготовку, получаемую на КГШП с прошиваемым отверстием.
2.Операции 040 «Горизонтально-расточная», выполняемую на станке модели 2А622 и 045 «Радиально-сверлильная», выполняемую на станке модели 2М55, объединить и заменить на операцию 040 «Сверлильная с ЧПУ», выполняемую на станке модели 2Р135Ф2.
Дата добавления: 2015-08-10; просмотров: 193 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Выбор и экономическое обоснование метода получения заготовки | | | Рекомендации по выполнению пункта |