Читайте также:
|
Хотите ВСЕ знать?
Конец формы
· Главная
·»
· Инструменты, технологии и материалы
·»
· Изготовление самодельных однозаходных фрез
 Печатать
Печатать
Изготовление самодельных однозаходных фрез
При постройке модели очень часто возникает потребность во фрезах самых разных профилей. Они нужны для изготовления всевозможных релингов, ватервейсов, планширя и прочих реек с фигурным профилем. Также многие знают о технологии изготовления профилей, из которых впоследствии нарезаются однотипные фитинги (блоки, утки и т.п.). При желании таким фрезам можно найти много применений, - всё даже сложно упомнить.
Стоит ли говорить о том, что инструментальная индустрия деревообработки никак не ориентирована на судомоделистов с их мелким масштабом, да и можно ли их в этом винить. Итак,что мы имеем: выход один – самостоятельное изготовление фрез.
Исходный материал. Для изготовления фрезы можно использовать любую подходящую заготовку. Подойдет хвостовик сверла, старый надфиль, саморез по дереву достаточной длины (используется его часть без нарезки), и даже гвоздь для небольших работ по не очень твердому дереву. Иными словами нужен ровный цилиндр подходящего диаметра и длины.

Рис.1
Шаг 1. Изготавливать фрезу можно по-разному, но я советую, если у вас нет опыта в этом деле, придерживаться основных принципов. Первое, что необходимо сделать - это срезать ровно половину стержня как показано на рис. 2. Длина стержня с удаленной частью должна быть на несколько миллиметров больше, чем необходимо для изготовления требуемого профиля. Переход от срезанной части к необработанной лучше делать плавным - для прочности фрезы в этом месте.

Рис.2
Шаг 2. Удаляем четверть как показано на рис. 3. Стараемся чтобы внутренний угол находился в центре вращения. Это очень важно при изготовлении одно-, двух- миллиметровых проходных фрез, о которых будет сказано ниже.

Рис.3
Шаг 3. Срезаем нижнюю часть (рис. 4). Оставляем толщину 1-2 мм, обычно больше не требуется. Заготовка для однозаходной фрезы готова. Для изготовления заготовки можно использовать надфили, но удобнее использовать наждак.
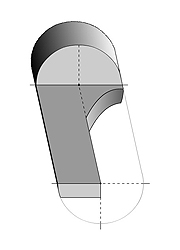
Рис.4
Шаг 4. Пожалуй самый главный момент изготовления фрезы - это нужный угол режущей кромки. Нужен угол 5-10 градусов (рис. 5) Более острая кромка режет плохо, т.к. плохо держит заточку. Противоположный от режущей кромки угол тоже желательно закруглить. Для тонких фрез это очень важно.

Рис.5
Шаг 5. Придание требуемого профиля. Фигурные фрезы изготавливаются при помощи фигурных надфилей. Можно использовать алмазные. Тонкие отрезные диски Proxxon также могут пригодиться. Перед изготовлением полезно на листе нарисовать требуемый профиль фрезы, это очень помогает в процессе. Лучше сначала сформировать окружности и другие плавные линии, а затем вырезать углы и выступы. Для работы полезно также сточить мелкий плоский надфиль под углом 45 градусов, - таким инструментом удобно делать четкие углы.

Рис.6
Если из вашей заготовки нельзя изготовить требуемый профиль ее можно расплющить или немного загнуть:

Рис.7
При изготовлении фигурной рейки необходимо помнить, что сложно качественно придать ей нужный профиль за один проход. Лучше делать несколько проходов, постепенно подавая фрезу.

Рис.8
Для выборки паза или уголка применяется фреза следующего профиля:

Рис.9
Для изготовления проходной фрезы 0,8-1.0 мм нужно использовать хорошую сталь. Для повышения прочности фрезы нужно при изготовлении заготовки оставить пару десяток мм когда удаляем четверть (рис. 3). Замечу, что самодельная фреза работает ничуть не хуже фирменной пальчиковой фрезы Proxxon 1.0 мм.

Рис.10
После изготовления фрезу необходимо закалить. Заточка фрезы проводится следующим образом: ту сторону режущей кромки, которая на рис. 4 находится сверху, прижимаем к полировальному бруску (бруску для правки бритв). Можно и по простому - паста ГОИ на стекле. Несколько равномерных движений и фреза готова.
Для иллюстрации приведу мои фрезы изготовленные таким образом:

Рис.11
А вот различные детали на моделях, изготовленные при помощи этих фрез:

Рис.12

Рис.13

Рис.14

Рис.15

Рис.16
© www.shipmodeling.ru, 2010
© Игорь Набоко и Пётр Гвритишвили
Дата добавления: 2015-08-10; просмотров: 60 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Что значит руководить конями во время боя? Что, кроме кнута, вожжей и голоса, у ездового было? | | | Санкт-Петербурга |