|
Читайте также: |
Широкому распространению координатных измерений на станке способствовало создание датчиков касания, передающих сигналы бескабельным способом. Применяют индуктивную и оптическую связь между измерительной головкой и приемником сигнала. Система индуктивной связи состоит из двух модулей. Один на измерительной головке в подвижном узле станка, например, в шпинделе. Второй устанавливается в сопряженном невращающемся узле. В положении измерения модули находятся на расстоянии двух миллиметров друг от друга. Питание к измерительной головке подается через индуктивную связь. Аналогично подается сигнал касания от головки к неподвижному приемнику.
Фирмой Renishaw разработаны датчики с оптической системой передачи сигналов. Инфракрасные лучи обеспечивают обмен общей информацией между оптическим передатчиком датчика и оптическим приемником станка. Схема обмена информацией показана на рис. 5.42. Возможна передача сигнала на расстояние до 3х м. При наличии визуального контакта передатчика с приемником, масляный туман, охлаждающая жидкость и дым в зоне обработки не является препятствием для инфракрасного излучения. Сигналы с оптического приемника через интерфейс поступают в ЧПУ станка.

Рис. 5.42. Передача информации от датчика касания с помощью оптической системы
Для определения износа резца путем измерения диаметра обработанной детали наконечник измерительной головки 1 (рис. 5.43) вводится в контакт сначала с обрабатываемой поверхностью детали и координата  фиксируется в запоминающем устройстве ЧПУ. Затем, после обработки с глубиной резания
фиксируется в запоминающем устройстве ЧПУ. Затем, после обработки с глубиной резания  , наконечник вводится в контакт с обработанной поверхностью. Новая координата касания
, наконечник вводится в контакт с обработанной поверхностью. Новая координата касания  будет равна
будет равна  , где
, где  – погрешность размера, вызванная износом инструмента по задней поверхности. По предварительно полученной зависимости
– погрешность размера, вызванная износом инструмента по задней поверхности. По предварительно полученной зависимости  с помощью ЭВМ определяется величина
с помощью ЭВМ определяется величина  .
.
Описанные измерительные головки используются также для прямого контроля размерного износа или определения возможного разрушения инструмента. Для этого головка 2 (см. рис. 5.43) может быть установлена на передней бабке станка. Отсчет ведется от координаты касания наконечником головки режущей кромки острого резца.
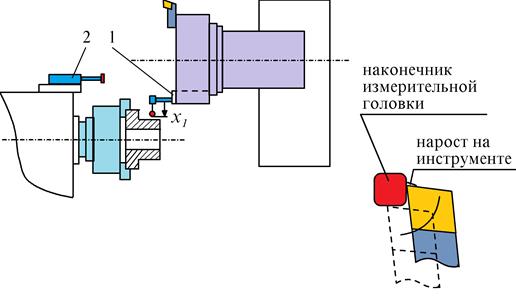
Рис. 5.43. Схема измерения размеров обрабатываемой детали и режущего инструмента
Недостатком этого метода является то, что на точность измерения может оказать влияние наличие на рабочих поверхностях инструмента нароста, образовавшегося или в самом процессе резания или вследствие переходных процессов при выводе резца из зоны резания. Для выявления нароста, а также выкрашиваний режущей кромки инструмент по специальной траектории перемещается относительно наконечника измерительной головки 2 (см. рис. 5.43). Это усложняет процедуру контроля, а износ остается скрытым за наростом.
Дата добавления: 2015-07-25; просмотров: 85 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Датчики для контроля параметров детали и инструмента | | | Тензодатчик малых перемещений |