Читайте также:
|
Тема: РОЗРАХУНКИ РЕЖИМІВ АВТОМАТИЧНОГО І НАПІВАВТОМАТИЧНОГО ЗВАРЮВАННЯ ПІД ШАРОМ ФЛЮСУ
Мета: Ознайомлення з методикою і послідовністю проведення розрахунку режимів автоматичного і напівавтоматичного зварювання під шаром флюсу.
Робоче місце: постійне робоче місце в аудиторії 310.
Тривалість заняття: 80 хв.
Матеріально-технічне оснащення робочого місця: інструкція з проведення роботи, приклад оформлення роботи, контрольні завдання.
Правила охорони праці: при виконанні даної роботи відсутні фактори, що можуть завдати шкоди здоров’ю або створити загрозу життю. Необхідно дотримуватись встановлених правил поведінки на заняттях.
Вхідний контроль
1. Назвіть основні та додаткові параметри режиму автоматичного і напівавтоматичного зварювання під шаром флюсу.
2. З чого починають розрахунок параметрів режиму зварювання?
3. Як сила струму і напруга впливають на якість і формування шва?
4. Як діаметр електродного дроту впливає на якість і формування шва?
5. Як марка флюсу впливає на якість і формування шва?
1. Основні відомості з теоретичної частини
Основними параметрами автоматичного зварювання сталі під шаром флюсу є: сила зварювального струму, напруга на дузі, швидкість переміщення дуги, діаметр та швидкість подачі зварювального дроту.
Параметри режиму зварювання вибирають виходячи із товщини зварювального металу та форми зварювального шва, яка визначається глибиною проплавлення і шириною шва.
Звичайно режим зварювання визначають в наступному порядку: в залежності від товщини зварювального металу вибирають діаметр електродного дроту, потім в залежності від діаметру дроту визначають силу зварювального струму, а потім швидкість подачі електродної дроту і швидкість зварювання.
Розрахунки режиму зварювання проводяться завжди для конкретного випадку, коли відомий тип зварного з'єднання, марка сталі, флюсу та інші дані про шов і технологічний процес.
Глибина провару при зварюванні стикового з'єднання знаходиться в прямій залежності від зварювального струму згідно рівняння:
h = kIзв,
де k - коефіцієнт пропорційності (мм/100 А), який залежить від роду струму та його полярності, діаметра електроду а також марки флюсу. Він коливається в межах від 1,0 до 2,0 (таблиця 2.1).
Таблиця 2.1. Залежність коефіцієнта пропорційності k від деяких параметрів режиму.
| Марка флюсу | Рід струму | Діаметр електроду, мм | Коефіцієнт k, мм/100 А | |
| Наплавки і стикове без розробки окрайок | Таврове, встик з розробкою окрайок | |||
| АН-348А | Змінний | 1,1 1,0 | 1,5 2,0 | |
| Постійний зворотної полярності | 1,1 | 1,75 | ||
| Постійний прямої полярності | 1,0 | 1,25 | ||
| ОСЦ-45 | Змінний | 1,15 | 1,55 |
Крім того глибина провару (см) може бути визначена за формулою:
h=0,0076 
де  - погонна енергія, Дж/см, яка може бути визначена за рівнянням:
- погонна енергія, Дж/см, яка може бути визначена за рівнянням:
qn =  ;
;
Ψпр - коефіцієнт форми провару.
Зварювальний струм, що необхідний для одержання заданої глибини проплавлення основного металу, розраховується за формулою:
Iзв = 
Діаметр зварювального дроту визначається за формулою:
d= 
де i - густина струму, приблизні значення якої приведені в таблиця 2.2.
Таблиця 2.2.
| Діаметр електроду, мм | |||||
| Допустима щільність струму, А/мм2 | 30-50 | 35-60 | 45-90 | 65-200 | 90-400 |
Напругу на дузі приймаємо для стикових з'єднань в межах 32-40 В, для кутових 28-36 В. Більшому струму і діаметру електрода відповідає більша напруга на дузі.
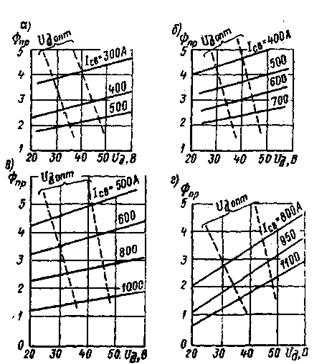
Рисунок 2.1. Значення ψпр в залежності від сили струму і напруги на дузі: а - при dел = 2 мм; б - при dел = 4 мм; в - при dел = 5 мм; г - при dел = 6 мм.
Визначивши зварювальний струм і напругу на дузі, визначаємо коефіцієнт форми провару по графікам його залежності від зварювального струму і напруги на дузі для зварювання на змінному струмі під флюсом ОСЦ - 45 (рисунок 2.1).
Визначаємо ширину шва, виходячи із значень глибини провару та коефіцієнта форми провару:
e = ψпрh.
Виходячи із оптимальних значень форми опуклості шва знаходимо висоту опуклості:
Ψв=  , звідки q=
, звідки q=  ,
,
де ψв - коефіцієнт форми валика (опуклості), який приймається в межах від 5 до 8.
Визначаємо площу перерізу наплавленого металу за формулою:
Fн =F1+F2+F3+2F4.
Швидкість переміщення дуги (м/год) знаходимо з формули:
ν п.д = 
При зварюванні постійним струмом зворотної полярності коефіцієнт наплавки приймається:
αн =11,6 ± 0,4, г/А·год.
При зварюванні на постійному струмі прямої полярності та змінному струмі
αн = A+B Iзв /dел,
де А і В – коефіцієнти, значення яких для флюсу АН - 348 А вибираються з таблиці 2.3;
dел – діаметр електродного дроту, мм.
Таблиця 2.3.
| Коефіцієнт | А | В |
| Пряма полярність | 2,3 | 0,065 |
| Змінний струм | 7,0 | 0,04 |
Значення коефіцієнта αн, знайдені за вказаними формулами, не враховують збільшення плавлення електродного дроту за рахунок попереднього підігріву вильоту електрода зварювальним струмом. Дійсний коефіцієнт наплавки при даному вильоті можна визначити за формулою:
αнд = αн + Δ αн
де Δ αн - підвищення коефіцієнта наплавки за рахунок попереднього підігріву вильоту електрода, який визначається за номограмою (рисунок 2.2).
Швидкість подачі зварювального дроту визначаємо за формулою:
Vп.др. = 
де Мн - маса наплавленого металу за 1 год/г;
тн - масса 1 м дроту, г.
 Рисунок 2.2. Залежність Δ αн від сили струму, діаметру та вильоту електрода.
Рисунок 2.2. Залежність Δ αн від сили струму, діаметру та вильоту електрода.
Дата добавления: 2015-07-21; просмотров: 85 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Тоддлер-группы как форма развития самостоятельности и трудолюбия в раннем возрасте | | | авдання на практичну роботу (приклад) |