Читайте также:
|
Под начальным зажиганием понимают процесс возбуждения дуги в начале сварки. От него отличают повторное зажигание после случайных обрывов дуги, которое выполняется теми же способами, что и начальное, но происходит в более благоприятных условиях при уже разогретых электродах.
Для процесса дуговой сварки удобно различать бесконтактные и контактные способы зажигания дуги. К контактным способам относятся способы, основанные на замыкании электродов и перегорании электродной проволоки на участке вылета, размыкании предварительно замкнутых электродов под током и замыкании межэлектродного промежутка электропроводными материалами с последующим их удалением
К бесконтактным способам зажигания дуги относятся способы, основанные на электрическом пробое межэлектродного промежутка, а также возникновение дугового разряда из искрового или тлеющего. Возможны комбинированные способы зажигания дуги.
Признаком установления стабильного процесса при сварке длиной дугой является непрерывность горения дуги на заданном режиме, а при сварке короткой дугой (с частыми периодическими замыканиями дугового промежутка) - непрерывность тока и периодичность процесса.
Существующие бесконтактные способы зажигания дуги применяют преимущественно для сварки неплавящимся и покрытым электродом. Эти способы осуществляются при непрерывном сближении электродов путем ионизации и электрического пробоя межэлектродного промежутка: подачей на межэлектродный промежуток импульсов напряжения амплитудой 2000 - 5000 В с помощью генераторов импульсов; искровым разрядом, создаваемым источником высокочастотного высоковольтного напряжения - осциллятором; вспомогательной дугой, которая, как правило, зажигается осциллятором; ионизирующим излучением.
Способу зажигания дуги осциллятором присущи недостатки: радиопомехи по сети и эфиру; повышенные требования к надежности изоляции; повышенная опасность для обслуживающего персонала.
Наиболее перспективными и безопасным способом бесконтактного зажигания дуги является способ, разработанный в РГУПС, на основе использования низковольтного импульсного разряда с переходом в дуговой и одновременным программным управлением скорости нарастания тока при развитии дугового разряда до установившейся величины тока процесса сварки при напряжениях, не превышающих напряжение холостого хода сварочных источников питания.
Условия надежного зажигания дуги высоковольтным разрядом. При зажигании дуги высоковольтным разрядом параллельно основному источнику подключается дополнительный высоковольтный источник малой мощности. По соображениям безопасности он выполняется импульсным или высокочастотным (f = 200 кГц). Назначение высоковольтного источника - пробить, т.е. ионизировать межэлектродный промежуток, по которому затем пойдет ток от основного источника.
Механизм высоковольтного пробоя газового промежутка можно представить следующим образом. Высоковольтный источник 2 создает между электродами мощное электрическое поле напряженностью несколько тысяч вольт. В результате автоэлектронной эмиссии из катода эммитируют электроны, которые разгоняются полем и при столкновении с нейтральными частицами ионизируют их. Происходит пробой газового промежутка, между электродами образуется ионизированный плазменный мостик, по которому начинает протекать ток от основного источника рис.1.4. Если ток и напряжение основного источника 1 достаточны для осуществления самостоятельного дугового разряда - вспомогательный источник отключается.
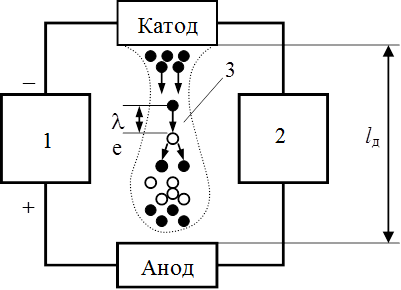
Рис. 1.4. Пробой газового промежутка высоковольтным разрядом:
· - электрон; o - ион
Для образования лавины необходимо, чтобы свободный электрон на длине свободного пробега lе между соударениями набрал энергию, достаточную для ионизации нейтрального атома:
еe lе ³ еUi, , (1.10)
где e - напряженность поля, lе - длина свободного пробега электрона, Ui - потенциал ионизации газа, е - заряд электрона.
Для однородного поля где Uви- напряженность высоковольтного источника, условие надежного зажигания будет
еe ³ Ui /lе, или Uви> Ui ℓд / lе . (1.11)
Напряженность поля, достаточная для пробоя воздуха между плоскими электродами при комнатной температуре и атмосферном давлении составляет около 30 кВ/см. При использовании стержневого электрода поле сильно искажается, местами его напряженность существенно превышает среднюю, вычисленную по уравнению (1.11), поэтому пробивное напряжение снижается в 2 - 3 раза. Если вместо постоянного или импульсного напряжения подать высокочастотное, то пробивное напряжение еще больше снижается.
e = Uви/ ℓд, (1.12)
Поэтому в приблизительных расчетах можно полагать достаточным для зажигания дуги в воздухе среднюю величину напряженности 10 кВ/см. При распространенных длинах дуг 2 - 5 мм напряжение высоковольтного высоко-частотного источника - осциллятора должно составлять около 2000- 5000 В.
Как видно из (1.11), пробивное напряжение зависит от потенциала ионизации газа и длины свободного пробега электрона в нем.
На второй стадии зажигания необходимо обеспечить развитие самостоятельного дугового разряда с питанием от основного источника. Для этого напряжение источника должно быть не менее падения напряжения дуги. Максимальное напряжение источника, так называемое напряжение холостого хода Uо, на практике назначается в 1,5 - 3 раза выше среднего или действующего напряжения дуги Uд и составлять для сварочных источников общепромышленного применения 40 - 100 В.
Контактные способы зажигания дуги применяют, как при сварке электродами большого диаметра путем предварительного закорачивания электрода с последующим его отрывом от основного металла, так и при сварке электродами малого диаметра (2,5 мм и меньше) с непрерывной подачей электрода под напряжением к изделию до их соприкосновения.
Способ зажигания дуги разрывом цепи короткого замыкании. Этот способ применяется при сварке электродными проволоками (dэ ³ 3 мм) под флюсом и штучными электродами рис.1.5. Соприкосновение твердых тел при небольшом давлении происходит по небольшому количеству микровыступов (рис. 1.5,а кадр 1). При замыкании электрода на изделие сопротивление нагрузки составляет 0,01...0,1 Ом, поэтому ток короткого замыкания достигает сотен ампер. С начала короткого замыкания (точка 1 рис. 1.5,б) напряжение на межэлектродном промежутке резко снижается до 2...5 В, а ток быстро возрастает до пикового значения Iп, а затем помере разогрева вылета электрода несколько снижается до установившегося значения Iкз. При этом плотность тока в микровыступах настолько велика, что происходит их мгновенное расплавление и даже испарение.
Пространство между электродами заполняется частично ионизированными парами электродного металла, благодаря чему возникают первичные носители тока - электроны и ионы вызывают быстрый нагрев и испарение контактных мостиков, рис.1.5, а. кадр 2. Основания испарившихся выступов разогреваются до температуры кипения. При отрыве электрода сильно разогретые контакты начинают разводится и термоэлектроны начинают возбуждать дуговой разряд.
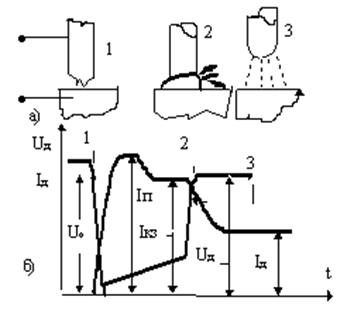
Рис. 1.5. Зажигание дуги разрывом цепи. а) кадры в характерных точках; б) осциллограмма процесса зажигания.
После разрыва цепи короткого, замыкания с момента 2 наступает стадия развития дугового разряда (точка 3, рис.1.5,б, кадр 3 рис.1.5,а). Напряжение источника скачком увеличивается до значения равного сумме приэлектродных падений напряжений Uо³Uд=Uк+а+kдℓд+kдтIд, (1.13)
а затем сравнительно плавно снижается до Uд .. Величина тока снижается и по завершении переходного процесса достигает значения Iд.
Процесс дугового разряда установится, если будет выполняться условие (1.13).
В начале первой стадии дугового разряда ток создается движением первичных носителей (электронов и ионов), возникших в результате короткого замыкания, а затем уже - во второй стадии в результате ионизации развивается самостоятельный дуговой разряд.
Таким образом, на второй стадии зажигания дуги физические процессы высоковольтным разрядом и разрывом цепи короткого замыкания подобны.
Для надежного зажигания дуги на первой стадии необходимо обеспечить быстрый разрыв цепи короткого замыкания. При слишком низкой плотности тока в электроде (менее 20 А/мм2) жидкие перемычки не взрываются, а, наоборот, с увеличением площади контакта улучшаются условия теплоотвода, как в изделие, так и в электрод, и они застывают - происходит “примерзание” электрода. “Примерзание” можно предотвратить увеличением тока или резким отдергиванием электрода от изделия. Для повышения надежности зажигания дуги следует ограничивать подъем электрода и увеличивать напряжение холостого хода. Естественное превышение установившейся величины тока короткого замыкания Iкз над рабочим Iд в 1,2...5 раза, наблюдающееся у большинства сварочных источников, обычно достаточно для зажигания дуги. С целью повышения надежности иногда рекомендуют “горячий пуск” - увеличение тока короткого замыкания На второй стадии важно, чтобы восстанавливающееся напряжение источника Uи было достаточно для питания дуги с напряжением Uд. У малоинерционных источников, таких как диодные выпрямители, восстановление Uи происходит практически мгновенно. Поэтому для них справедливо соотношение, полученное из статических характеристик источника (1.8) и (1.9),
U о- Iд Z ³ U к+ Uа + kд ℓд
из которого следует, что для надежного зажигания дуги необходимо увеличивать напряжение холостого хода источника и снижать его комплексное сопротивление Z. Длину дуги с этой же целью снижают. Действительно, при чрезмерном одергивании возникающая дуга может оборваться. Проблема осложняется для источников с большой электромагнитной инерционностью - тиристорных и дроссельных выпрямителей с обратными связями, и особенно генераторов.. Если дуга все же зажглась, то время ее установления может затянуться до 0,2...2 с, а в случае значительного одергивания электрода в кривой тока обнаруживается опасный провал, если Iдmin приближается к нулю. Из перечисленных характеристик переходного процесса в качестве косвенного критерия для оценки надежности зажигания выбрано Uиmin.
Если минимальное напряжение источника сразу после разрыва цепи короткого замыкания окажется выше суммы катодного и анодного напряжения дуги Uк + Uа то дуга может возбудиться. Поэтому в цепь источника полезно вводить дополнительную индуктивность. Запасенная в ней на стадии короткого замыкания энергия отдается затем дуге, стремясь поддержать ток на высоком уровне.
Наиболее инерционные из сварочных источников - генераторы - в соответствии со стандартом должны иметь Uиmin > 24...37 В. Минимальное напряжение Uиmin у генераторов. Оно зависит главным образом от их напряжения холостого хода, которое следует увеличивать, до 40-100 В. У малоинерционных источников - выпрямителей и трансформаторов - после короткого замыкания напряжение восстанавливается практически мгновенно, поэтому надежность зажигания повышается. Для повышения надежности зажигания дуги следует ограничивать подъем электрода и увеличивать напряжение холостого хода.
При контактных способах начальное зажигания дуги не является достаточным условием установления процесса сварки (особенно тонкими электродными проволоками), которое носит, как правило, циклический характер. В этом случае стабильный процесс устанавливается после нескольких относительно длительных замыканий электрода, при которых ток короткого замыкания в большинстве случаев достигает установившегося значения Iп. Каждое такое замыкание электрода с изделием характеризуется разогревом вылета электрода проходящим током, перегоранием и выбросом отрезков электродной проволоки, возникновением и погасанием дуги. Возможно, несколько таких циклов до установления процесса. Поэтому основное значение для начала сварки при контактных способах зажигания дуги имеет не собственное зажигание, а установление процесса.
Сокращение и стабилизация времени установления процесса при контактных способах зажигания дуги достигаются путем подготовки конца электрода. А именно: заточкой или действием магнитного поля, препятствующего образованию крупной капли, а также программным снижением напряжения в период окончания процесса сварки; программным изменением напряжения и тока процесса; программным изменением скорости подачи электрода; изменением параметров сварочной цепи - уменьшением ее индуктивности и активного сопротивления. Известны также комбинированные способы, ускоряющие установление процесса, сочетающие, например, программирование скорости движения электрода с изменением электрических параметров сварочной цепи, и др.
При сварке в защитных газах плавящимся электродом диаметром до 2,5 мм наибольшее практическое значение имеет установление процесса сварки.
Установление процесса сварки для систем с постоянной скоростью подачи электрода происходит в несколько стадий, представленных на рис. 1.6: замыкание электрода с изделием (кадр 1, точка 1) и нагрев электрода проходящим током; перегорание электрода на участке вылета, зажигание (кадр2, точка 2), горение (кадр 3, точка 3) и погасание дуги (кадр4, точка 4); перемещение электрода к основному металлу (кадр 5, точка 5) до следующего замыкания (кадр 6, точка 6).
На первой стадии момент соприкосновения электрода с основным металлом характеризуется резким падением напряжения между электродами и нарастанием тока короткого замыкания (рис.1.6,б), который в этом случае (при первом замыкании), как правило, достигает установившегося значения (Iпк). Электрод на участке между изделием и токоподводящим наконечником за время короткого замыкания нагревается протекающим током. Обычно при первом замыкании электрода с деталью наибольшее количество теплоты выделяется на участке вблизи токоподводящего наконечника.
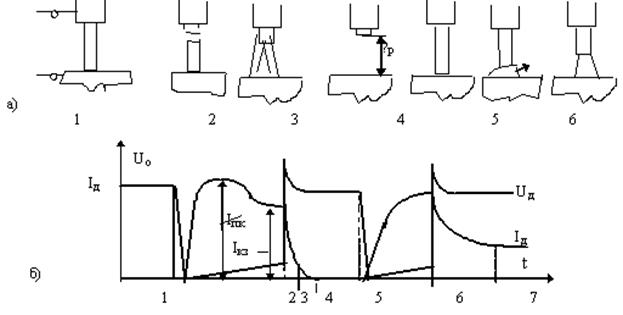
Рис.1.6. Установление процесса при механизированной сварки плавящимся электродом: а - кинокадры процесса в характерных точках; б - осциллограмма (изменение тока и напряжения между электродами во времени)
На второй стадии в месте перегорания электрода (рис.1.6,а кадр 2), на участке вылета образуется дуга, которая горит между электродом и отделяющейся его частью. Последняя быстро теряет устойчивость. Это приводит к резкому возрастанию длины дуги, и дуга переходит на основной металл (кадр 3). При этом возможны два случая: если расстояние от основного металла до точки разрыва меньше разрывной длины дуги ℓр, то образовавшаяся дуга не гаснет и устанавливается устойчивый процесс сварки; если расстояние от основного металла до точки разрыва больше разрывной длины дуги, то ток быстро снижается и дуга гаснет (кадр 4).
Оставшаяся часть электродной проволоки с прослойкой жидкого металла на торце, приближаясь к изделию, остывает до тех пор, пока не произойдет очередное замыкание (кадр 5). За время следующего короткого замыкания (кадр 6) процесс нагрева и перегорание электрода с образованием дуги повторяется. Если расстояние от изделия до точки разрыва снова окажется больше разрывной длины дуги,то она гаснет, а непрерывное перемещение остывающего электрода приводит к очередному замыканию.
Время горения дуги (от момента возникновения дуги до ее погасания), от замыкания к замыканию увеличивается, возрастает нагрев торца электрода и уменьшается длина дуги, образующаяся в момент перегорания электрода на участке вылета. При значительном нагреве торцевой части электрода или образовании капли при очередном замыкании происходит разрыв перемычки между электродом и изделием. В этом случае наблюдается гарантированное установление процесса сварки. Таким образом, тепловые процессы, протекающие в электроде, являются определяющими при установлении процесса сварки.
На продолжительность установления процесса сварки плавящимся электродом оказывают влияние следующие факторы:
- величина установившегося тока короткого замыкания и скорость его нарастания, определяемые электрическими параметрами питающей системы;
- диаметр электрода; вылет электрода; химический состав электрода; скорость подачи электрода; разрывная длина дуги, которая в свою очередь определяется напряжением холостого хода источника питания, полярностью, составом защитной среды.
Малые значения установившегося тока короткого замыкания и скорости его нарастания способствуют разогреву электрода по всему вылету и его перегоранию у токоподводящего наконечника, что приводит к установлению процесса после нескольких замыканий.
На установление процесса сварки оказывают влияние параметры сварочной цепи: с ростом индуктивности L и активного сопротивления R ухудшаются условия установления процесса сварки.
Время установления, процесса возрастает с увеличением диаметра электрода и расстояния от изделия до токоподводящего наконечника.
С увеличением скорости подачи электрода число замыканий при установлении процесса возрастает, однако общее время установления процесса может уменьшаться.
Снижению времени установления процесса способствует возрастание напряжение холостого хода источника питания. Определенное влияние оказывает материал электрода, его теплофизические свойства.
Помимо перечисленных факторов, на установление процесса влияют такие факторы, как форма и размер капли на конце электрода, состояние поверхности изделия в месте касания электрода.
Анализ факторов позволяет качественно судить об их влиянии на установление процесса сварки. В большинстве случаев воздействием на те или другие факторы удается несколько стабилизировать процесс установления сварки, но достичь основной цели — управляемости этим процессом при контактных способах зажигания дуги не удается.
Требования к процессу начального зажигания дуги. В связи с развитием автоматизации процессов дуговой сварки плавящимся электродом, расширением применения станков-автоматов и сварочных роботов, к зажиганию дуги и установлению процесса сварки предъявляется ряд требований:
- должна обеспечиваться управляемость и стабильность зажигания дуги, так как нестабильный по времени процесс зажигания дуги, имеющий случайный характер, может приводить к снижению качества продукции и производительности, даже при надежной работе самих систем управления процессом сварки;
- время установления процессом сварки должно быть минимальным;
- должны выполняться условия ресурсо- и энергосбережения;
- должно обеспечиваться быстрое нарастание глубины проплавления и отсутствие дефектов в начале шва;
- необходимо исключить или уменьшить до минимума случаи «примерзания» электродной проволоки к токоподводящему наконечнику или изделию и уменьшить механические воздействия на сварочную горелку, возникающие от «утыканий» электрода в изделие при зажигании дуги.
1.5. Электрическая устойчивость системы “источник-дуга”
Дуговой разряд называется устойчивым, если при малых возмущениях он существует непрерывно в течение длительного времени без обрывов и коротких замыканий при сохранении заданных режимов сварки. Поэтому в качестве непосредственного критерия для оценки устойчивости можно принять частоту обрывов дуги или коротких замыканий. Устойчивость процесса сварки зависит как от технологических, так и электрических характеристик процесса.
Рассмотрим условия устойчивого горения дуги при сварке на постоянном токе. На рис.1.7 показана схема силовой цепи сварочного поста, состоящая из источника энергии с напряжением Uи, приведенного активного сопротивления сварочной цепи R, индуктивности L и дуги Uд. При коротком замыкании дугового промежутка Uд = 0. Для этой цепи в общем случае второе правило Кирхгофа может быть записано в следующем виде:
Е = IR + Uд + Ldi/dt. (1.14)
Для установившегося состояния, когда
i = const, это уравнение приобретает вид:
Е= IR + Uд (1.15)
Рис. 1.7. Контур постоянного тока сварочной цепи
Известно, что устойчивость процесса выполняется только при условии наличия общей точки пересечения характеристик питающей системы и потребителя. Сварочная дуга имеет “ U “ образную вольтамперную характеристику при постоянной ее длине и поэтому она всегда будет иметь две точки пересечения (А и Б) с вольтамперной характеристикой источника питания.
На рис.1.8 показана вольтамперная характеристика дуги Uд= f(I) при ℓд=const с напряжением источника холостого хода Uо и реостатная характеристика Uи-IR=f(I) (2) внешняя или вольтамперная характеристика источника питания. Рассмотрим случай, когда вольтамперная характеристика дуги пересекает внешнюю характеристику источника в точках А и Б, для которых справедливо уравнение (1.15).
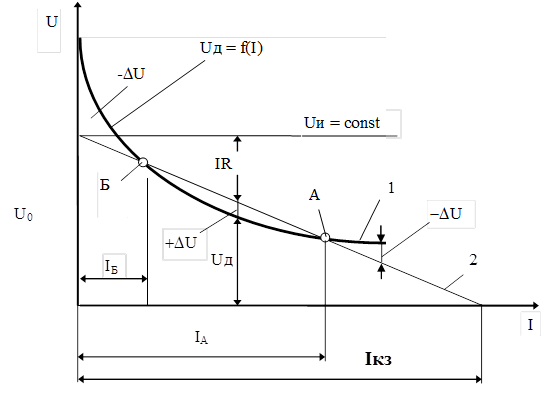
Рис. 1.8. Вольтамперная диаграмма для оценки устойчивого горения дуги
Точкой действительно устойчивого горения дуги будет точка А. Для других точек кривой Uд = f(I) уравнение (1.8) несправедливо, поэтому для этих областей Uи = IR + Uд ± DU.
Это равенство может быть удовлетворено, если в средней части между точками А и Б значение DU будет со знаком плюс, а правее точки А и левее Б -со знаком минус. Но падение напряжения в рассматриваемой цепи могут быть компенсированы только за счет ЭДС самоиндукции, следовательно:
DU = L di/dt. (1.16)
Поскольку справа от точки А падения напряжения должны быть отрицательны, то это может иметь место при условии, если в этой зоне di/dt становиться отрицательным, т.е. ток в этой зоне может быть только убывающим. В области между точками А и Б значения DU должны быть положительны и, следовательно, ток здесь может только возрастать. Это говорит об устойчивом существовании (горении) дуги в точке А, так как ток цепи, будучи отклоненным от значения IА возвращается в точку А. Этого нельзя сказать про точку Б, где ток, выведенный из состояния равновесия (значение IБ ), не возвращается обратно к значению IБ, а будет или спадать к нулю, или возрастать до величины IА . Точка Б, таким образом, является точкой неустойчивого равновесия.
На рис. 1.10 величина тока I = Iкз отсекается прямой U- IR =f(I):
I = Iкз = Uи / R.
Это величина тока в цепи при установившемся состоянии, когда Uд =0, а Iкз - установившийся ток короткого замыкания. Для обеспечения угасания дуги во всем диапазоне тока от Iкз до 0 необходимо, чтобы значения DU были во всем этом диапазоне снижения тока отрицательны, т.е. чтобы вольт-амперная характеристика дуги Uд лежала выше характеристики источника питания Uи с ней не пересекалась.
Процесс, изображенный на рис.1.9, носит идеализированный характер, так как предполагается, что длина дуги в процессе ее горения остается постоянной. В действительности, при плавлении электрода в процессе сварки длина дуги изменяется, что связано с капельным переносом металла, всевозможными колебаниями руки оператора при ручной и полуавтоматической сварке, а также неравномерностью подачи электрода и т.д.
На рис.1.9 показан процесс непрерывного удлинения дуги, разделенной на ступени, так как можно положить что растяжение дуги представляет собой ряд последовательных скачкообразных переходов от одной длины к другой. Этим длинам соответствуют вольтамперные характеристик, которые пересекают прямую Uи - IR = f(I), образуя ряд точек устойчивого состояния А1, А2, А3 и т.д. Последней является точка касания соответствующая критической вольтамперной характеристике, когда длина дуги достигает ℓкр и дуга гаснет.
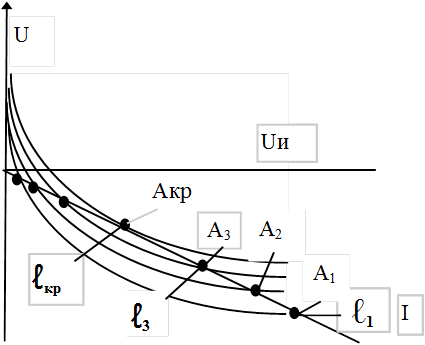
Рис. 1.9. Процесс гашения дуги постоянного тока при ее последовательном ее удлинении
Дата добавления: 2015-07-20; просмотров: 162 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Сварочные свойства источников | | | УДК 625.1.002 |