Читайте также:
|
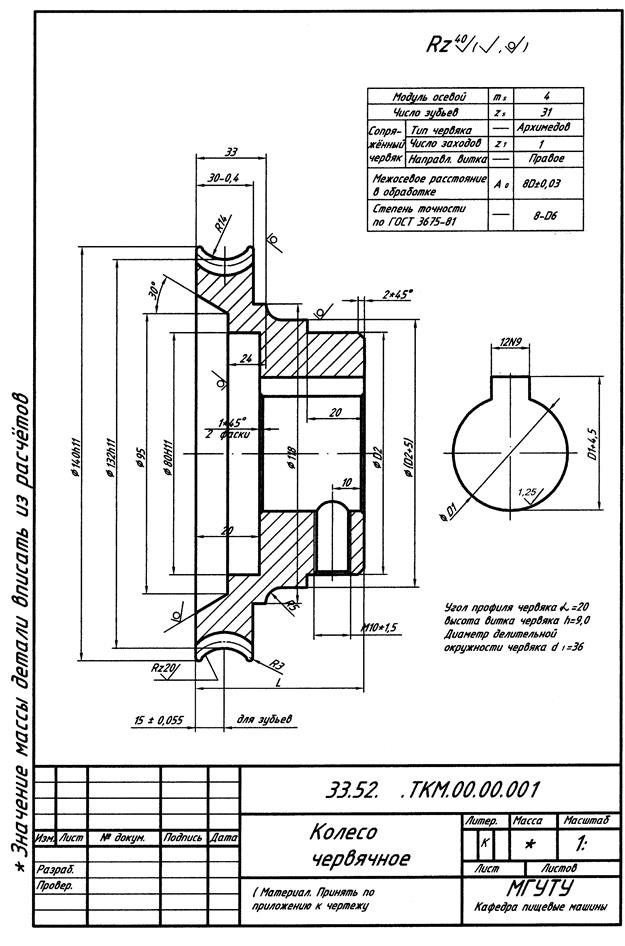
Приложение к чертежу № 1
1. Подварианты детали и данные к ним
| Подвариант (по предпоследней цифре шифра) | Размеры | Материал | ||
| L | D1 | D2 | ||
| 42Н7 | Бронза БрА10ЖЗМц2 ГОСТ 493-79, | |||
| 42Н7 | s = 500МПа, твердость НВ = 120 | |||
| 38Н7 | Бронза Бр06Ц6ОЗ ГОСТ 613-79, | |||
| 40Н7 | s = 180 МПа твердость НВ = 60 | |||
| 40Н7 | Чугун антифрикационный АЧС-3 | |||
| 42Н7 | ГОСТ 1585-85 твердость НВ = 190 | |||
| 42Н7 | Чугун серый СЧ 20 ГОСТ 1412-85, | |||
| 38Н7 | s = 400 МПа твердость НВ = 170-241 | |||
| 38Н7 | Чугун серый СЧ 25 ГОСТ 1412-85. | |||
| 40Н7 | s = 460 МПа, твердость НВ = 180-250 |
2. Годовая программавыпуска деталей 4100 штук.
Заготовка – бронзовая отливка 11 класса размерной точности по ГОСТу 26645-85 (подварианты 0, 1, 2, 3);
– чугунная отливка 11 класса размерной точности по ГОСТу 26645-85 (подварианты 4, 5, 6, 7, 8, 9).

Приложение к чертежу № 2
1. Подварианты детали и данные к ним
| Подвариант (по предпоследней цифре шифра) | Размеры | Материал | Термическая обработка и ее обозначение на чертеже | ||||
| L0 | L1 | L2 | D1 | D2 | |||
| 50h16 | 63k6 | Сталь 40Х ГОСТ 4543-71, s = 1000 МПа | Улучшение, - закалка и высокий отпуск; s = 1150 МПа Т.O. 40Х-У | ||||
| 55k6 | 60m6 | ||||||
| 52k6 | 63k6 | ||||||
| 55h6 | 65k6 | ||||||
| 551k6 | 60m6 | ||||||
| 52m6 | 63n6 | Сталь 45 ГОСТ 1050-88, s = 610 MПа | Улучшение, - закалка и высокий отпуск; s = 750 МПа Т.О. 45-У | ||||
| 55h6 | 65k6 | ||||||
| 50k6 | 60m6 | ||||||
| 52h6 | 63n6 | ||||||
| 55k6 | 65k6 |
Примечание. Улучшение выполнить после черновой токарной обработки.
2. Годовая программа выпуска деталей 5200 штук.
Заготовка - штампованная поковка класса точности Т2 по ГОСТу 7505-89, изготавливаемая в открытом штампе на молоте или прессе.

Приложение к чертежу № 3
1. Подварианты детали и данные к ним
| Подвариант (по предпоследней цифре шифра) | Размеры | Материал | ||
| L | D | d | ||
| 55Н7 | Сталь 35 ГОСТ 1050-88 | |||
| 52Н7 | s = 540 МПа | |||
| 60Н7 | Сталь 12Х18Н9Т ГОСТ 5632-72 | |||
| 60Н8 | s = 550 МПа | |||
| 60Н8 | ||||
| 60Н8 | Сталь автоматная А12 ГОСТ 1414-75 | |||
| 55Н8 | s = 420 МПа | |||
| 52Н8 | ||||
| 50Н8 | Сталь 45 ГОСТ 1050-88 | |||
| 55Н8 | s = 610 МПа |
2. Годовая программа выпуска деталей 3000 штук.
Заготовка - штампованная поковка класса точности Т2 по ГОСТу 7505-89, изготавливаемая в закрытом штампе на прессе с прошивкой центрального отверстия.

Дата добавления: 2015-07-25; просмотров: 50 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Методические указания по выполнению курсовой работы | | | Приложение к чертежу № 4 |