Читайте также:
|
Ультразвуковая обработка материалов - разновидность механической обработки - основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат ультразвуковые генераторы тока с частотой 16... 30 кГц. Инструмент получает колебания от ультразвукового преобразователя с сердечником из магнитострикционного материала. Эффектом магнитострикции обладают никель, железо- никелевые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты.
В сердечнике из магнитострикционного материала при наличии электромагнитного поля домены* разворачиваются
Домены - ферромагнитные области в ферромагнитных кристаллах, в которых атомные магнитные моменты ориентированы параллельно.
в направлении магнитных силовых линий, что вызывает изменение размера поперечного сечения сердечника и его длины. В переменном магнитном поле частота изменения длины сердечника равна частоте колебаний тока. При совпадении частоты колебаний тока с собственной частотой колебаний сердечника наступает резонанс и амплитуда колебаний торца сердечника достигает 2... 10 мкм. Для увеличения амплитуды колебаний на сердечнике закрепляют резонансный волновод переменного поперечного сечения, что увеличивает амплитуду колебаний до 40... 60 мкм.
На волноводе закрепляют рабочий инструмент-пуансон. Под инструментом устанавливают заготовку и в зону обработки поливом или под давлением подают абразивную суспензию, состоящую из воды и абразивного материала. В качестве абразивных материалов используют карбид бора, карбид кремния, электрокорунд. Наибольшую производительность получают при использовании карбидов бора. Инструмент поджимают к заготовке силой 1... 60 Н.
Заготовку 3 помещают в ванну 1 под инструментом 4 (рис. 7.13). Инструмент устанавливают на волноводе 5, который закреплен в магнитострикционном сердечнике 7, смонтированном в кожухе б, сквозь который прокачивают воду для охлаждения сердечника. Для возбуждения колебаний сердечника магнитострикционного преобразователя служат генератор 8 ультразвуковой частоты и источник постоянного тока 9.
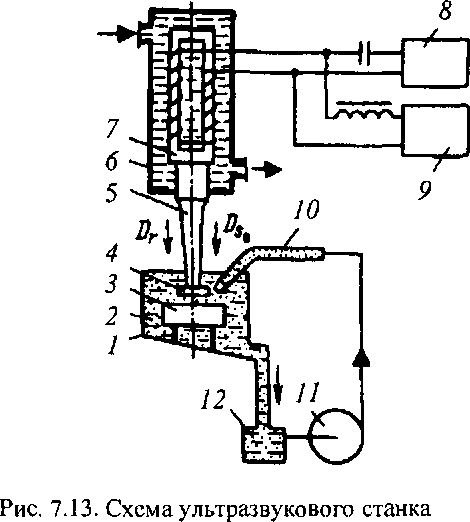
Абразивную суспензию 2 подают под давлением по патрубку 10 насосом 11, забирающим суспензию из резервуара 12. Прокачивание суспензии насосом исключает оседание абразивного порошка на дно ванны и обеспечивает подачу в зону обработки абразивного материала.
Кавитационные явления в жидкости способствуют интенсивному перемещению абразивных зерен под инструментом, замене изношенных зерен новыми, а также разрушению обрабатываемого материала.
Ультразвуковым методом обрабатывают хрупкие твердые материалы: стекло, керамику, ферриты, кремний, кварц, драгоценные минералы, в том числе алмазы, твердые сплавы, титановые сплавы, вольфрам.
Метод используют для профилирования наружных поверхностей, гравирования, изготовления деталей сложной формы. Движениями подачи для указанных видов обработки являются вертикальная подача инструмента при обработкеотверстий и полостей, продольная подача заготовки при разрезании ее на части, продольная и поперечная подачи заготовки при разрезании ее по сложному контуру.Для управления движениями заготовки и вертикальной подачей инструмента используют системы программного управления.
Ультразвуковым методом обрабатывают (рис. 7.14) сквозные и глухие отверстия любой формы поперечного сечения (а, б), фасонные полости (в), разрезают заготовки на части (г), прошивают отверстия с криволинейными осями, нарезают резьбы.
Рабочие инструменты для обработки отверстий диаметром 0,5... 20 мм выполняют сплошными: диаметром 20... 100 мм - полыми (обработка по способу трепанации). Пазы долбят, а заготовки разрезают ножевидными пуансонами; внутренние полости обрабатывают пуансонами, форма торцов которых обратна форме обрабатываемой поверхности. Инструменты изготовляют из закаленных, но вязких материалов.
Точность размеров и шероховатость поверхностей, обработанных ультразвуковым методом, зависят от зернистости используемых абразивных материалов и соответствуют точности и шероховатости поверхностей, обработанных шлифованием. 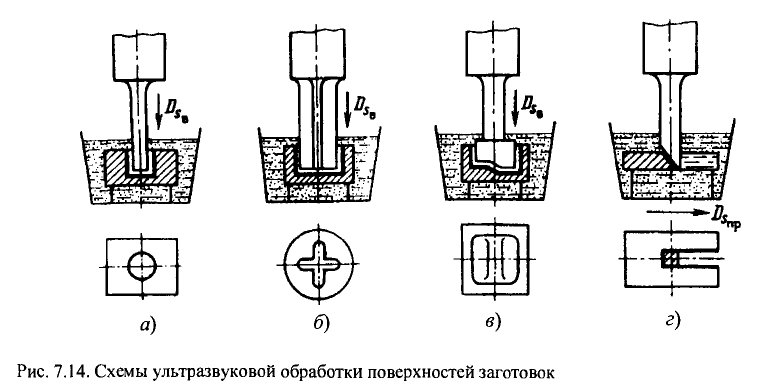
Использование ультразвуковых колебаний оказалось эффективным и при обычных способах механической обработки (точении, фрезеровании и др.). Наложение ультразвуковых колебаний малых амплитуд (2... 5 мкм) на режущий инструмент (например, резец) в направлении главного движения резания существенно изменяет характер стружкообразования. Значительно снижается зона первичной и вторичной деформации срезаемого слоя металла, уменьшаются глубина и степень наклепа обработанной поверхности. Ультразвуковые колебания почти полностью устраняют процессы наростообразования. Все это приводит к улучшению условий резания, снижению сил трения и повышению качества поверхностного слоя.
Наиболее эффективным оказалось применение ультразвуковых колебаний малой амплитуды (2... 5 мкм) при обработке жаропрочных, тугоплавких, титановых сплавов и других материалов, характеризующихся плохой обрабатываемостью резанием.
Эффективным оказалось также применение ультразвуковых колебаний при ЭФЭХ методах обработки. Так, рациональное совмещение электрохимической и ультразвуковой обработки твердых сплавов позволяет в десятки раз повысить производительность труда и в несколько раз снизить износ инструмента и удельный расход электроэнергии.
Дата добавления: 2015-07-25; просмотров: 64 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ | | | ЛУЧЕВЫЕ МЕТОДЫ ОБРАБОТКИ |