Читайте также:
|
Электроимпульсную обработку(рис. 7.4) наиболее целесообразно применять при предварительной обработке штампов, турбинных лопаток, твердосплавных деталей, фасонных отверстий в деталях из коррозионно-стойких сталей и жаропрочных сплавов. В станках для электроимпульсной обработки широко используют различные системы программного управления. Высокоточная конструкция станков с чувствительнымисервосистемами позволяет изготовлять детали сложной геометрической формы с высокой точностью.
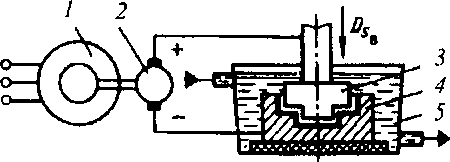
Рис. 7.4. Схема электроимпульсной обработки: 1 - электродвигатель; 2 - импульсный генератор постоянного тока; 3 - инструмент-электрод; 4 - заготовка- электрод; 5 - ванна
Приборы автоматического переключения на разные подачу и глубину резания, управляемые системой ЧПУ, обеспечивают оптимальное использование электроэрозионных станков, так как в зависимости от хода процесса обработки режим работы согласуется с технологическими требованиями к деталям. Применяемые адаптивные системы программного управления позволяют своевременно определять отклонения в ходе обработки и устранять их. Изменения параметров процесса обработки вносятся в устройства,формирующие сигнал коррекции, что позволяет с помощью простых электродов изготовлять детали сложных геометрических форм, в частности полостей штампов.
Высокочастотную электроискровую обработку применяют для повышения точности и уменьшения шероховатости поверхностей, обработанных электроэрозионным методом. Метод основан на использовании электрических импульсов малой мощности при частоте 100... 150 кГц.
При высокочастотной электроискровой обработке (рис. 7.5) конденсатор С разряжается при замыкании первичной цепи импульсного трансформатора прерывателем, вакуумной лампой или тиратроном. Инструмент-электрод и заготовка включены во вторичную цепь трансформатора, что исключает возникновение дугового разряда.
Производительность метода в 30... 50 раз выше, чем при электроискровом методе, при значительном увеличении точности и уменьшении шероховатости поверхности. Износ инструмента незначителен.
Высокочастотный электроискровой метод применяют при обработке заготовок из твердых сплавов, так как он исключает структурные изменения и образование микротрещин в поверхностном слое материала обрабатываемой заготовки.
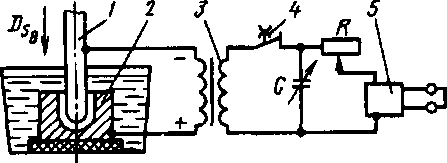
Рис. 7.5. Схема высокочастотной электроискровой обработки:
1 - инструмент-электрод; 2 - заготовка-электрод; 3 - импульсный трансформатор; 4 - прерыватель тока; 5 - выпрямитель
Дата добавления: 2015-07-25; просмотров: 177 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ЭлектроискровОЙ метод | | | Электроконтактная обработка |