Читайте также:
|
Контакт – струмовідна частина апарату, яка під час операції розмикає і замикає коло, або у разі ковзаючих або шарнірних контактів зберігає безперервність кола.
Контактне з’єднання – струмовідне з’єднання (болтове, зварне, виконане методом обжимання), що забезпечує безперервність струмового кола.
Застосування приладів ІЧ-діагностуання – тепловізорів, пірометрів дозволяє дистанційно, безпечно для персоналу визначати стан контактів і контактних з’єднань, які складають найбільшу частину дефектів, що виявляються, при тепловізійному обстеженні підстанцій. Причиною такого положення, як правило, є порушення технології ремонту і монтажу. Найчастіше виявляються дефекти болтових з’єднань і опресовування. Як показала практика, чим нижче клас напруги, тим кількість дефектних контактів більше і навпаки.
Контактні з’єднання бувають наступних типів:
- болтові;
- зварні;
- опресовані;
- виконані скручуванням.
У контактних з’єднаннях, виконаних опресовуванням, може спостерігатися неправильний підбір наконечників або гільз, неповне заведення жили в накінечник, недостатня ступінь опресовування, що приводить до появи дефектів в процесі експлуатації.
Існує три категорії або ступені розвитку дефекту:
- дефект в початковій стадії;
- сильно розвинений дефект;
- дефект в аварійній стадії.
Залежно від ступеню розвитку дефекту необхідно встановлювати терміни і заходи з його усунення. Крім того, при розрахунках і аналізі стану дефектного контакту необхідно враховувати значення фактичного і номінального навантаження на приєднанні.
Дефекти, виявлені при тепловізійному обстеженні контактних з'єднань, класифікуються за трьома категоріями:
1) початкова стадія несправності (тримати під контролем, усунути під час планового ремонту);
2) розвинутий дефект (вжити заходів при найближчому виведенні в ремонт, але не пізніше ніж за 1 місяць).
3) аварійний дефект (потрібне негайне усунення).
Виявлення дефектів контактних з’єднань розподільних пристроїв і повітряних ліній електропередавання(рис. 6.1).Як відомо, залежно від конструкції, призначення, способу з’єднання матеріалів, сфери застосування і інших чинників розрізняють болтові, зварні, паяні і виконані обтисканням (спресовані і скручені) контактні з’єднання. До контактних з’єднань можна віднести також дистанційні розпірки дротів.
Дефекти зварних контактних з’єднань. При експлуатації в контактних з’єднаннях, виконаних зварюванням, причинами виникнення дефектів можуть бути: відхилення від заданих параметрів, підрізи, міхури, непровари, напливи, тріщини, шлакові і газові включення (раковини), незакладені кратери, перепалювання жил проводу, неспіввісність сполучених провідників, неправильний вибір наконечників, відсутність захисних покриттів на з’єднаннях і тому подібне
Технологія термічного зварювання не забезпечувала надійну роботу зварних з’єднувачів проводів великих перерізів (240 мм2 і більше). Це пов’язано з тим, що із-за недостатнього розігрівання в процесі зварювання з’єднуваних проводів і нерівномірного зближення їх кінців відбувається перепалювання зовнішніх повивів, непроварювання, а в місці зварювання з’являються усадкові раковини і шлаки. В результаті знижується механічна міцність зварного з’єднання, що призводить при механічних навантаженнях, менших розрахункових, до обриву (перегоранню) проводу в петлі анкерної опори.
Дефекти зварювання в петлях анкерних опор є причинами до аварійних відключень повітряних ліній електропередавання при малому терміні їх експлуатації. Якщо в зварному з’єднанні відбувається обрив окремих провідників, то це призводить до підвищення перехідного опору контакту і його температури. Швидкість розвитку дефекту в цьому випадку істотно залежатиме від ряду чинників: значення струму навантаження, тяжіння проводів, вітрових і вібраційних дій і тому подібне На підставі проведених експериментів було встановлено, що:
- зменшення активного перерізу проводу на 20 … 25 % за рахунок обриву окремих провідників може бути не виявлене при проведенні ІЧ-контролю з вертольота, що пов’язане з малим коефіцієнтом випромінювання дроту, віддаленістю тепловізора від траси на 50 … 80 м, впливом вітру, сонячною радіацією та іншими чинниками;
- при відбракуванні дефектних контактних з’єднань, виконаних зварюванням, за допомогою тепловізора або пірометра необхідно мати на увазі, що швидкість розвитку дефекту в цих з’єднаннях набагато вища, ніж в болтових контактних з’єднань з натисненням;
- дефекти контактних з’єднань, виконаних зварюванням при надлишковій температурі близько 5 °С, виявлені тепловізором при обстеженні ПЛ з вертольота, необхідно класифікувати як небезпечні;
- сталеві втулки, не видалені із зварної ділянки проводів, можуть створювати помилкове враження про можливий нагрів, за рахунок високого коефіцієнта випромінювання поверхні.
Дефекти опресованих контактних з’єднань. У контактних з’єднаннях, виконаних опресовуванням, спостерігається неправильний підбір накінечників або гільз, неповне заведення жили в накінечник, недостатня міра опресовування, зсув сталевого сердечника в з’єднувачі проводу тощо. Як відомо, одним із способів контролю опресованих з’єднувачів є вимірювання їх опору постійному струму.
Критерієм мінімального контактного з’єднання є опір еквівалентної ділянки цілого проводу. Опресований з’єднувач вважається придатним до експлуатації, якщо його опір не більше ніж в 1,2 разу перевищує еквівалентну ділянку цілого проводу.
При опресуванні з’єднувача його опір різко падає, але із збільшенням тиску він стабілізується і змінюється незначно. Опір з’єднувача дуже чутливий до стану контактної поверхні опресованих проводів. Поява оксиду алюмінію на контактних поверхнях веде до різкого збільшення контактного опору з’єднувача і підвищеного тепловиділення.
Незначні зміни перехідного опору контактного з’єднання в процесі опресування, а також пов’язане з цим мале тепловиділення в ньому вказує на недостатню ефективність виявлення в них дефектів безпосередньо після монтажу за допомогою приладів ІЧ-техніки.
В процесі експлуатації опресованих контактних з’єднань наявність в них дефектів сприятиме інтенсивнішому утворенню оксидних плівок з підвищенням перехідного опору і появі локальних перегрівів. Тому можна вважати, що ІЧ-контроль нових опресованих контактних з’єднань не дозволяє виявляти дефекти опресовування і повинен проводитися для з’єднувачів, що пропрацювали в експлуатації певний термін (1 рік і більше).

| 
|

| 
|

| |
| Рисунок 6.1 – Термограми елементів повітряних і кабельних ліній електропередавання |
Основними характеристиками опресованих з’єднувачів є міра опресовування і механічна міцність. Із збільшенням механічної міцності з’єднувача його контактний опір зменшується. Максимум механічної міцності з'єднувача відповідає мінімуму електричного контактного опору.
Дефекти болтових контактних з’єднань. Контактні з’єднувачі, виконані за допомогою болтів, найчастіше мають дефекти через відсутність шайб при з’єднанні мідної жили з плоским виводом з міді або сплаву алюмінію, із-за відсутності тарілчастих пружин, внаслідок безпосереднього приєднання алюмінієвого накінечника до мідних виводів устаткування в приміщеннях з агресивним або вологим середовищем, а також в результаті недостатнього зусилля затягування болтів та ін.
Болтові контактні з’єднання алюмінієвих шин на великі струми (3000 А і вище) мають недостатню стабільність в експлуатації. Якщо контактні з’єднання на струми до 1500 А вимагають підтягування болтів один раз на 1.. 2 роки, то аналогічні з’єднання на струми 3000 А і вище потребують щорічного перебирання, з неодмінним зачищанням контактних поверхонь. Необхідність в такій операції пов’язана з тим, що в шинопроводах на великі струми (збірні шини електростанцій і т. д.), виконаних з алюмінію, інтенсивніше протікає процес утворення оксидних плівок на поверхні контактних з’єднань.
Появі оксидних плівок на поверхні болтових контактних з’єднань сприяють різні температурні коефіцієнти лінійного розширення сталевих болтів і алюмінієвої шини. При проходженні по шинопроводу струму короткого замикання або у разі змінного струмового навантаження виникає вібрація, особливо при великій протяжності шинопроводу і відбувається деформація (ущільнення) контактної поверхні алюмінієвої шини. В цьому випадку зусилля, що стягує дві контактні поверхні ошиновки, слабшає, шар мастила, що був між ними, випаровується. В результаті утворення оксидних плівок площа зіткнення контактів, тобто кількість і величина контактних майданчиків (точок), через які проходить струм, зменшується, і в той же час збільшується густина струму в них. Вона може досягати тисяч ампер на квадратний сантиметр, унаслідок чого значно зростає нагрів цих точок.
Температура останньої точки досягає температури плавлення матеріалів контакту і між контактними поверхнями утворюється крапля рідкого металу. Температура краплі, підвищуючись, доходить до кипіння, простір довкола контактного з’єднання іонізується, може утворитися багатофазне замикання в розподільчому пристрої. Під дією магнітних сил дуга може переміщатися уздовж шин розподільчого пристрою зі всіма витікаючими звідси наслідками.
Досвід експлуатації свідчить, що разом з шинопроводами на великі струми недостатню надійність мають одноболтові контактні з’єднання. Останні, відповідно до ГОСТ 21242-75, допускаються до застосування на номінальний струм до 1000 А, проте реально ушкоджуються вже при струмах 400 … 630 А. Підвищення надійності цих контактних з’єднань вимагає низки технічних заходів щодо стабілізації їх електричного опору.
Процес розвитку дефекту в болтовому контактному з’єднанні, як правило, протікає досить тривалий час і залежить від ряду чинників: струму навантаження, режиму роботи (стабільне навантаження або змінне), дії хімічних реагентів, вітрових навантажень, зусиль затягування болтів, наявності стабілізації тиску контактів та ін.
Поступове підвищення перехідного опору контактного з’єднання відбувається до певного моменту часу, після чого відбувається різке погіршення контактної поверхні з інтенсивним тепловиділенням, що характеризує аварійний стан контактного з’єднання(рис.6.2).
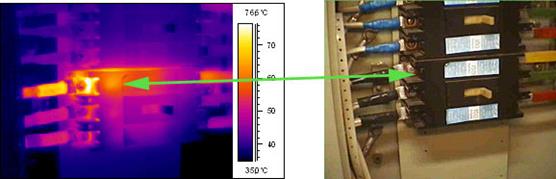 Перегрів ввідного затискача автоматичного вимикача
Перегрів ввідного затискача автоматичного вимикача
| |

| 
|
| Перегрів контактного роз’єму запобіжника | |
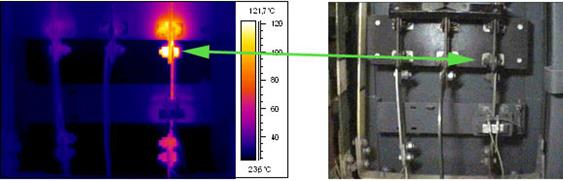 Перегрів болтового з’єднання рубильника
Перегрів болтового з’єднання рубильника
| |
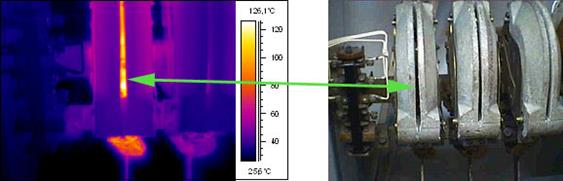 Нагрів контакту контактора
Нагрів контакту контактора
| |
| Рисунок 6.2 – Термограми контактних з’єднань апаратів керування та захисту напругою до 1000 В |
Аналогічні результати були отримані фахівцями фірми ”Інфраметрікс” (США) при теплових випробуваннях болтових контактних з’єднань. Підвищення температури нагріву в процесі випробувань носило поступовий характер протягом року, а потім наставав період різкого підвищення тепловиділення.
Дефекти контактних з’єднань, виконаних скручуванням. Відмови контактних з’єднань, виконаних скручуванням, виникають, в основному із-за дефектів монтажу. Неповне скручування проводів в овальних з'єднувачах (менше 4 … 5 витків) призводить до витягування проводу із з’єднувача і його обриву. Неочищені проводи створюють високий перехідний опір, внаслідок чого виникає перегрів проводу в з’єднувачі з його можливим вигоранням. Траплялися випадки неодноразового висмикування грозозахисного тросу типу АЖС-70/39 із овального з’єднувача марки СОАС-95-3 повітряних ліній 220 кВ, скрученого на меншу кількість обертів.
Дата добавления: 2015-09-04; просмотров: 84 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ДІАГНОСТУВАННЯ ТЕХНІЧНОГО СТАНУ КОНТАКТНИХ З’ЄДНАНЬ | | | Визначення втрат у контактних з’єднаннях із застосуванням засобів інфрачервоної техніки |