Читайте также:
|
При проектировании клеевого соединения учитываются следующие эксплуатационные параметры: назначение соединения, тип нагружения в нем, величина нагрузки, среда функционирования соединения, надежность.
Основными типами нагружения являются срез (сдвиг), равномерный отрыв, неравномерный отрыв, отслаивание, расслаивание.
Допустимая величина нагрузки измеряется при испытании моделей клеевых соединений. Она существенно обуславливается склеиваемыми материалами, маркой клея и условиями испытания (влажность, нагрев, охлаждение, присутствие агрессивных сред и т. д.), размерами шва, подготовкой поверхности под склеивание. Следует заметить, что точный учет влияния на систему всех этих факторов практически невозможен.
Классификация клеевых соединений достаточно многообразна. По взаимному расположению склеиваемых поверхностей различают следующие группы соединений: угловые, стыковые, тавровые, нахлесточные(рис. 11.7). Отдельно следует выделить соединения полых профилей и труб.
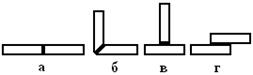
Рис. 11.7. Схемы стыкового (а); углового (б), таврового (в) и нахлесточного (г) клеевых соединений
Соединения внахлестку являются наиболее эффективными и распространенными. Их несущая способность увеличивается с увеличением размеров нахлесточной зоны, что происходит до определенного предела (существует размерный порог, после которого геометрия соединения почти не оказывает влияния на его прочность). Тем не менее, именно в этом соединении, работающем на срез, адгезионный механизм проявляет себя наилучшим образом. Таким способом можно склеивать как толстые, так и тонкие (листовые) заготовки.
Существуют различные модификации нахлесточных соединений (рис. 11.8). Кромки заготовок под склеивание могут иметь разделку (изгибы, скосы).

Рис. 11.11. Разновидности нахлесточных соединений
В асимметричных нахлесточных соединениях в местах перехода «деталь – деталь» при нагружении возникает концентрация напряжений, что снижает несущую способность шва. Поэтому желательно использовать симметричные нахлесточные соединения, а в местах перехода у деталей делать скосы.
Стыковые соединения (рис. 11.9) применяются в основном для заготовок, имеющих значительные поперечные размеры, если по каким-либо соображениям нельзя применять нахлесточное соединение. В основном, они работают на отрыв. Образующей шва в этом случае может быть прямая (см.рис. 11.7, а) или кривая (ступенчатая) линия (рис. 11.9, а, б). В последнем случае имеет место шпунтовое (врезное) соединение с увеличенной площадью поверхности и прочностью, представляющее собой комбинацию стыкового и нахлесточного вариантов. Более высокие результаты дает шпунтовое соединение с двумя нахлесточными поверхностями (рис. 11.9, в), хотя изготовить его сложнее, и применение его возможно для довольно толстых заготовок.
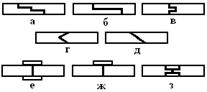
Рис. 11.9. Стыковые клеевые соединения: а, б, в – шпунтовые; г, д – «на ус»; е, ж, з – с накладками
При использовании врезных соединений «на ус» (рис. 11.9, г, д) поверхность шва также увеличивается за счет разделки кромок (скос, угол). Для усиления стыкового шва, увеличения его жесткости могут применяться накладки наружные двухсторонние (рис. 11.9, е) или односторонние (рис. 11.9, ж). Реже применяется схема с утопленными накладками (рис. 11.9, з), так как разделка кромок для нее сложнее.
Комбинацией нахлесточных и стыковых схем являются угловые и тавровые соединения.
Угловые соединения требуют раздела кромок заготовок: скосом (см.рис. 11.7, б) или загибом (рис. 11.10). При этом возможно соединение толстых и тонких заготовок под любым углом, который определяется углом разделки кромок. Разделка кромок на скос осуществляется для двух заготовок, а разделка на изгиб – для одной (рис. 11.10, а-г) или для двух (рис. 11.10, д). Схема склеивания с разделкой кромок предпочтительнее, так как она более близка к схеме нахлесточного соединения. В зависимости от расположения шва и характера приложенной к нему нагрузки он может работать на расслаивание, срез, отслаивание или отрыв.
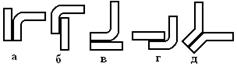
Рис. 11.10. Угловые клеевые соединения с загибом кромок вертикальные (а, б), горизонтальные (в, г), наклонные (д)
Тавровые соединения похожи на угловые и выполняются с разделкой или без разделки кромок, а также с использованием усиливающих накладок. Схема без разделки кромок применима лишь при достаточной толщине заготовки и предусматривает получение стыкового соединения (см. рис. 11.1, в). Разделка кромок может иметь различный вид. На толстой заготовке может быть предусмотрена ступень, увеличивающая площадь шва (рис. 11.11, а). Шов для более тонких заготовок усиливают накладками–уголками (рис. 11.11, б, в) или накладками–брусками (рис. 11.11, г, д) с одной или с двух сторон. В этих случаях получается комбинация стыкового, нахлесточного и углового соединений. Реже применяется тавровая схема соединения в паз (рис. 11.11, е) из-за трудоемкости изготовления пазов. Тавровые швы могут работать на срез, отрыв и отслаивание.

Рис. 11.11. Угловые клеевые соединения с уширением (а), с накладками-уголками (б, в), с накладками–брусками (г, д), с пазом (е)
Соединения труб выполняются в основном по нахлесточной схеме. Для труб разного диаметра применяется телескопическое соединение (рис. 11.12, а). Трубы одного диаметра соединяются без разделки кромок с помощью гладких муфт (рис. 11.12, б) или с разделкой кромок на скос двухраструбной муфтой (рис. 11.12, в). Могут изготавливать трубы с раструбами, выполняющими роль муфт (рис. 11.12, г).
В связи с малой поверхностью шва (толщина стенок) стыковые соединения труб используются достаточно редко. В этом случае для усиления шва используется разделка кромок «на ус» (рис. 11.12, е).

Рис. 11.12. Клеевые телескопическое (а), с гладкой муфтой (б), с двухраструбной муфтой (в), с формованным раструбом (г), стыковое «на ус» (е) соединения труб
Общие рекомендации по проектированию клеевых соединений. При нагружении клеевого соединения различные участки шва работают неодинаково. Рекомендовать определенные числовые параметры невозможно из-за большого разнообразия клеевых композиций, а также сочетаний склеиваемых материалов.
Самым распространенным типом соединений являются нахлесточные. Концентрация напряжений присутствует в них по краям зоны нахлестки, не зависит от ее ширины, что характерно также для заклепочных и сварных соединений. Прочность соединения зависит от длины этой зоны.
При большой нахлестке утяжеляется конструкция, повышается расход клея и увеличиваются другие затраты, связанные с обработкой большей поверхности. При этом не достигается никакой выгоды, так как средняя часть шва практически не работает, поэтому затрудняется отвод из клеевой пленки растворителя и продуктов, выделяющихся в процессе отверждения, что ведет к появлению дефектов.
Чем ближе клеевая пленка по своим механическим свойствам к склеиваемому материалу, тем меньше может быть величина нахлестки.
Толщина клеевой пленки оказывает существенное влияние на прочность соединения. При уменьшении толщины прочность возрастает, но до определенного предела. Оптимальная величина клеевой прослойки в пределах 0,05 – 0,15 мм.
Разрушение соединения может идти по основному материалу, по клеевой пленке, по границе склеивания и захватывать основной материал и клеевой шов.
При расчете швов, представляющих собой комбинацию нахлесточных и стыковых соединений, несущая способность шва должна определяться как сумма показателей для каждого из элементов шва.
Шероховатость поверхности играет существенную роль в формировании клеевого соединения. С ростом шероховатости прочность соединений растет.
При склеивании замкнутой конструкции необходимо предусматривать зону для выхода воздуха и свободного движения клея во избежание образования воздушной подушки.
Выбор марки клея представляет собой многоплановую задачу: необходимо не только удовлетворить требования, обеспечивающие получение заданных эксплуатационных свойств соединения, но и учесть требования, предъявляемые самой технологией и техникой склеивания. Необходимо обращать внимание на близость молекулярной природы и совпадение полярности адгезива и субстрата, вязкость клея в момент нанесения, когезионную прочность клеевой пленки, его термического расширение при нагреве, упругость отвердевшей пленки, а также величину усадки при отверждении. В клеевой композиции не должно быть элементов, агрессивных по отношению к материалу склеиваемых заготовок. Эксплуатационные свойства клеевой пленки должны соответствовать условиям функционирования готового изделия.
Дата добавления: 2015-09-05; просмотров: 136 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Обзор клеев и их применение | | | Технология склеивания |