Читайте также:
|
Изготовление пуансона. Для штамповки блесен в домашних условиях целесообразнее всего изготовить пуансон из дюраля, однако простейший пуансон можно изготовить и из дерева твердых пород — дуба, бука, клена.
Для выделки пуансона требуется брусок прямоугольной формы из сухой выдержанной древесины. Длина бруска около 100 — 130 мм, а размер торца зависит от величины блесны. Торец запиливают строго под угольник к граням бруска. На торце наносят осевую линию Y — Y и вычерчивают план блесны (рис. 97, а). Боковые стороны бруска затесывают: сначала грубо топором, а затем уже стамеской точно по очертанию блесны. На боковой поверхности параллельно торцу наносится кольцевая линия I — I — I (рис. 97,6). Расстояние от краев торца до кольцевой линии берется равным наибольшей выпуклости блесны, считая от плоскости, на которой лежит блесна. На рис. 94, б это расстояние обозначено буквами СБ.
От этой кольцевой линии I — I — I вверх по вертикали откладываются все остальные размеры, подобные СБ, которые характеризуют продольный изгиб блесны по осевой линии. Эти размеры на рис. 97,6 зафиксированы точками 0, 1, 2, 3,..., 9, 10.
Размеры откладываются как с одной, так и с другой стороны пуансона и соединяют все точки общей линией — по ней обрезается вся плоскость торца. Эта плоскость представляет продольную выпуклость блесны по осевой линии. На этой плоскости обреза вновь наносится осевая линия У — У (рис. 97, в), по которой проверяется шаблоном продольный изгиб блесны. Последняя операция заключается в придании пуансону поперечной выпуклости блесны. Для этого на боковых сторонах заготовки от верхнего обреза вниз откладывают размеры, характеризующие поперечную выпуклость блесны. На рис. 94, б один из таких размеров обозначен буквами ЦБ (размеры, определяющие вид блесны сбоку). Этот новый ряд точек соединяется линией II — III — II по боковым сторонам пуансона (рис. 97, е). Края торца срезают не ниже линии II — III — II с подъемом к осевой линии У — У, постепенно придавая пуансону форму поперечного изгиба блесны (рис. 97, г).
При изготовлении пуансона по указанным размерам глубина штамповки будет больше глубины блесны на величину, равную ее толщине. Эта разница полезна и необходима: при штамповке она компенсируется упругостью металла. Окончательная доводка пуансона производится после получения первых образцов блесны с проверкой шаблоном.
Чтобы пуансон не раскололся под ударами молотка при штамповке, края верхнего торца слегка округляют.
Деревянным пуансоном можно штамповать большинство медных и латунных блесен толщиной до 1,5 мм. Если необходимо получить более толстые блесны, спаивают две более тонкие. Таким же образом изготовляют и двухцветные блесны. По мере износа пуансон исправляют. Для штамповки толстостенных блесен, где имеет место не только штамповка, но и вытяжка металла, необходим пресс и стальной пуансон.
Латунь и медь перед штамповкой отжигают: нагретый докрасна металл быстро погружают в воду. После такой операции медь становится мягче, теряет свою упругость.
Матрицу для штамповки можно сделать из свинца с примесью сурьмы (свинец от старых аккумуляторов), а еще лучше из баббита.
В жестяной коробке расплавляют свинец, снимают сверху нагар и осветляют поверхность, присыпав нашатырь в порошке. Когда температура свинца будет близка к застыванию, в него на короткое время опускают деревянный пуансон, и, пока он не подгорел, вынимают, охлаждают слегка влажной тряпкой и вновь опускают в металл. Хорошо, если дерево натерто графитом — оно меньше подгорает. После остывания свинца по вставленному в матрицу пуансону несколько раз ударяют молотком для выравнивания поверхности матрицы (рис. 98).
Первые образцы блесен делают из более тонкого металла, после чего вносят коррективы в пуансон и выкройку блесны. Заглубление краев пуансона в матрицу — около 2 — 2,5 мм. Это дает возможность правильно разместить выкройку блесны в матрице перед ее штамповкой. Верхнее отверстие матрицы в соответствии с конусным затесом пуансона будет несколько шире ее дна.
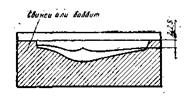

Рис. 98. Матрица.
Рис. 99. Техническая характеристика блесны «Кольской»; вес 27,5 г, медь.
Техническая характеристика блесны. Каждая блесна имеет название и характеризуется длиной, толщиной и весом. У блесны различают головную и хвостовую часть, выпуклую и вогнутую стороны. На рис. 99 указаны и другие характерные для блесны линии: Y — Y — осевая линия, или линия симметрии; X — X — линия равновесия, А — длина, Б — наибольшая ширина блесны, б — толщина блесны; fм — наибольшая продольная выпуклость, считая от плоскости I — I. Соотношение частей блесны является важным показателем блесны при сравнении копии с оригиналом.


Рис. 100. Неправильное построение подобных блесен.
Рис. 101. Правильное построение подобных блесен.
Подобные блесны. Подобными называют блесны, имеющие одинаковое соотношение частей. Разница будет в их размере, толщине и весе. Несколько отличается и игра таких блесен. Тем не менее одна и та же блесна разных размеров представляет большой практический интерес для рыболова. Если соотношение частей нарушено, блесны не будут подобными. Например, мы имеем блесну «Ложку» длиной 34 мм и шириной 17 мм. Желая ее увеличить, мы наносим контур новой блесны параллельно ее контуру, отступая на 5 мм от краев. Новая блесна будет иметь длину 44 мм, ширину 27 мм (рис. 100).
У первой блесны соотношение А:5 = 34: 17=2, а у новой блесны оно 44:27=1,6. Следовательно, такие блесны нельзя назвать подобными.
На рис. 101 представлена блесна «Канада» разных номеров (размеров), но подобных по форме.
Для построения подобных блесен все размеры блесны (длину, ширину, выпуклость) умножают на один общий коэффициент, увеличивающий или уменьшающий размеры блесны.
Толщина подобных блесен из того же металла берется пропорционально их площади.
Для практических работ можно пользоваться другим, не менее точным, но более простым графическим методом построения подобных блесен, основанном на подобии кривых.
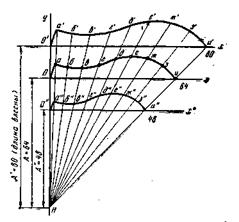
Рис. 102. Построение контура подобных блесен.
Предположим, чго мы имеем блесну «Шве-ден-Спиннер» длиной (А) 64 мм. Требуется построить две подобные блесны: одну в 1,25 раза больше, другую в 0,75 раза меньше.
Длина А' первой блесны будет равна 1,25X64=80 мм, а длина второй А"=0,75Х64 = =48 мм.
Для построения контура этих блесен вычерчивают на бумаге две взаимно перпендикулярные линии О У и ОХ (рис. 102). Накладывают на чертеж образец блесны, так чтобы ее ось симметрии совпадала с осью ОХ, а начало (или конец) блесны совпадало с точкой О. Очерчивают острым карандашом на бумаге контур верхней половины блесны или вычерчивают этот контур по размерам блесны в масштабе 1: 1.
На полученном контуре намечают ряд произвольных, наиболее характерных точек а, б, в я т. д. — чем больше, тем лучше.
От точки О вниз по оси OY откладывают (в том же масштабе) длину образца блесны Л=64 мм и отмечают эту точку (на чертеже буква Н). От точки Н откладывают вверх по оси OY длину большей блесны А'=80 мм (на чертеже точка О'), а затем длину меньшей блесны А"=48 мм (точка О"). Из точек О' и О" проводят оси ОХ' и ОХ", параллельные оси ОХ, а из точки Н проводят ряд лучевых линий, пересекающих контур основной блесны в точках а, б, в и т. д. до последней точки и. Измеряют длину каждого луча от точки Н до пересечения с контуром блесны (лучи На, Нб, Не и т. д.).
Найденные размеры записывают, а затем умножают на коэффициенты 1,25 (для большей блесны) и на 0,75 (для меньшей блесны).
Полученные результаты откладывают в масштабе 1: 1 на соответствующих лучевых линиях от их центра, т. е. от точки Н.
Для большей блесны получаем ряд точек а', б', в' и т. д., а для меньшей блесны — а", б", в" и т. д. Вычерчивая по этим точкам кривые, получим контур подобных блесен в натуральную величину.
Таким же образом строят как продольные, так и поперечные изгибы блесны, вычерченные на основании обмеров.
А. ЛАПУ ТИП
Дата добавления: 2015-08-26; просмотров: 157 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пуансон. 2 — матрица, 3 — блесна. | | | НАХЛЫСТ |