|
Читайте также: |
ОБРАБОТКА ЗАСТЕЖКИ И ВОРОТНИКА
Новосибирск, 2007
Составитель: доц., к.т.н. Железнякова Т.А.
Рецензент: ………………………доц., к.т.н. Яковлева С.В.
Методические указания рассмотрены и утверждены на заседании кафедры ТДШИ от «25» июня 2007г. протокол № 10
Зав. кафедрой ТДШИ _____________проф.,д.т.н. Мокеева Н.С.
СОДЕРЖАНИЕ
Стр.
ВВЕДЕНИЕ………………………………………………………………………….4
1 МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ…………………………………………5
1.1 ДУБЛИРОВАНИЕ ВОРОТНИКА, ПЛАНОК И МАНЖЕТ МУЖСКОЙ
ВЕРХНЕЙ СОРОЧКИ………………………………………………………………5
1.2 ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МУЖСКОЙ
ВЕРХНЕЙ СОРОЧКИ…………………...................................................................6
1.2.1 Обработка воротника ………………………………………………………..6
1.2.2 Обработка карманов………………………………………………………….7
1.2.3 Обработка манжет…………………………………………………………….7
1.2.4 Обработка рукавов ……………………………………………………………8
1.2.5 Обработка застёжки …………………………………………………………..8
1.2.6 Сборка изделия ………………………………………………………………10
1.3 ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ВЕРХНЕЙ СОРОЧКИ……………...11
2. ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ……….…………13
3. ЗАДАНИЕ ЛАБОРАНТАМ……………………………………………………14
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ………………………………15
ПРИЛОЖЕНИЯ…………………………………………………………………….17
Приложение А – Варианты дублирования воротников мужских верхних сорочек клеевыми прокладками………………………………………………………..18
Приложение Б – Характеристика клеевых прокладочных материалов………...18
Приложение В – Варианты обработки планок в мужских верхних сорочках.....20
Приложение Г - Технологическая последовательность обработки планки и воротника мужской верхней сорочки..……………………………………………...23
ВВЕДЕНИЕ
Мужские верхние сорочки – стабильный, но в то же время разнообразный ассортимент, без которого не может обойтись ни один современный мужчина. Ассортимент мужских сорочек включает повседневные, спортивные, молодёжные сорочки, а также сорочки для торжественных случаев. Разнообразие ассортимента в основном достигается за счёт использования различных по структуре, волокнистому составу и цветовому решению материалов. Конструкции основных деталей мужских сорочек обычно имеют лишь небольшие различия.
Основными деталями мужской верхней сорочки кроме переда и спинки являются:
· Воротник (отложной с цельновыкроеной или притачной стойкой)
· Накладные карманы (простые, со скошенными или скруглёнными углами, с отделкой складками, защипами, кантом и др.; с клапанами и без них, застегивающимися на пуговицы или кнопки - цельновыкроенные и отрезные)
· Планки до низа изделия (застёжка: на петли и пуговицы или кнопки)
· Рукава (длинные или короткие)
· Манжеты (могут отсутствовать в конструкции с короткими рукавами)
· Кокетка (не во всех конструкциях сорочек; зачастую цельновыкроеная по плечевым срезам и состоящая из двух слоёв материала - двойная)
В качестве материалов для производства сорочек могут использоваться ткани, трикотажные полотна следующего сырьевого состава: хлопок, лён, шерсть, шёлк, синтетические или смесовые материалы.
С каждым годом материалы становятся легче и тоньше, на рынке появляется всё больше и больше синтетических или смесовых материалов, которые по свойствам приближены к натуральным; материалы с эластановыми нитями, повышающие долговечность изделий и комфорт. Поэтому специалисты различных областей стараются разработать новые методы обработки, методы ВТО, внедрить новое оборудование и сопутствующие приспособления к ним, разработать новые клеевые материалы, обеспечивающие оптимальную формоустойчивость.
1. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
В отличие от женской одежды мужской ассортимент не подвержен частой сменяемости, поэтому для сокращения времени на изготовление мужских верхних сорочек в массовом производстве целесообразно применять унификацию срезов и деталей конструкции, что позволит использовать специальные машины и полуавтоматы.
Процесс изготовления мужской верхней сорочки включает:
- дублирование воротника, планок и манжет
- технологические методы обработки (карманов, воротника, манжет, рукавов, застёжки, сборку изделия, обработку низа изделия)
- влажно-тепловую обработку мужской верхней сорочки (ВТО).
Рассмотрим процесс обработки мужской верхней сорочки в этой последовательности.
1.1 ДУБЛИРОВАНИЕ ВОРОТНИКА, ПЛАНОК И МАНЖЕТ МУЖСКОЙ ВЕРХНЕЙ СОРОЧКИ
Клеевые соединения в мужской верхней сорочке составляют примерно 4,5% в общей трудоемкости ее изготовления, однако качество, внешний ее вид и особенно сохранение его при частых стирках в мыльно-содовых растворах во многом зависят от качества дублирования воротников, планок и манжет. В связи с тем, что мужская сорочка — это, как правило, повседневный вид одежды - очень важно обеспечить необходимую формоустойчивость и сохранение внешнего вида, что достигается за счёт дублирования воротников и манжет (планки в отличие от выше названных деталей дублируются не всегда). Обычно из двух воротников дублируется только верхний. Комбинации расположения клеевых прокладок на воротнике представлены в приложении А.
В качестве прокладочных материалов используются клеевые и аппретированные материалы с различной степенью жёсткости: термоклеевые материалы, зачастую со сплошным, реже с точечным и микроточечным покрытием клея, с двойной точкой (Double Spot), перфорированные клеевые материалы (частичная или сплошная перфорация по линии перегиба стойки). Над клеевыми материалами для мужских верхних сорочек работают такие фирмы, как “Wendler”(Германия), “Hansel Textile” (Германия), “Kufner” (Германия), “Erbadan”(Германия), “Permess” (Франция), “Camela”(Польша). Характеристика некоторых прокладочных материалов выше перечисленных фирм приведена в приложении Б.
Дублирование обычно проводится методом «бутерброда» в один или несколько слоёв клеевых прокладок, а также с уплотнением уголков воротника клеевыми усилителями.
Дублирование воротников осуществляется на прессах проходного или циклического типа.
Режимы термообработки устанавливаются экспериментально, однако известно, что температура в зоне раздела поверхностей должна находиться в пределах от 150 до 180 °C, кроме того (особенно для материалов с эластаном) необходимо после склеивания узел подвергать холодному прессованию в течение 3 с., что позволит избежать усадки верхней ткани.
1.2 ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МУЖСКОЙ ВЕРХНЕЙ СОРОЧКИ
Повышенные требования к качеству узлов, швов и свойства материалов диктуют выбор оборудования. Рекомендуется отдавать предпочтение машинам цепного стежка (как наиболее надёжного и эластичного, сохраняющего качество швов изделия при динамических нагрузках), машинам с дифференциальными и комбинированными механизмами перемещения материалов (способствующими получению красивых ровных швов изделий без стягивания и псадки нижнего слоя материала), спецмашинам для одновременного стачивания и обмётывания срезов и оснащенным специальными приспособлениями (позволяющими улучшить качество обработки узлов изделий, одновременно облегчить работу исполнителя, повысить производительность труда и снизить затраты времени). Преимущественно используется оборудование немецких фирм “Pfaff”, “Durkopp - Adler”, итальянской фирмы “Necci - Remoldi”, японской фирмы “Juki”.
1.2.1 Обработка воротника
Воротники в мужских верхних сорочках могут выполняться с отрезными и цельнокроеными стойками.

Рисунок 1 – Обработка воротника с отрезными стойками
Обтачивание верхнего воротника нижним воротником осуществляется вместе с прокладкой. Далее подрезаются уголки, выворачивается воротник и выметывается кант, как правило, одновременно с прессованием воротника на фальцпрессе, затем скрепляются срезы стойки воротника. Стойка верхнего воротника должна огибать прокладку снизу и настрачиваться на неё, другой край стойки соединяется с воротником и нижней стойкой за один приём. Если по модели имеется отделочная строчка, то она прокладывается по воротнику до присоединения стойки, а по стойке – после её присоединения. Если конструкция воротника цельновыкроеная, то прокладывается строчка по перегибу стойки, она исключается в случае использования прокладки воротника с перфорацией.
Оборудование для обработки воротников мужских верхних сорочек выпускают фирмы “Juki”,“Pfaff”, “Necchi Rimoldi”, “Durkopp-Adler”. Оптимальной машиной для обтачивания и осноровки воротников является специальная машина, снабженная ножом обрезки края; она притачивает воротник к стойке; позволяет изготавливать воротники различные по форме с одновременной обрезкой края; может произвести соединение одновременно с отстрочкой.
1.2.2 Обработка карманов
Карманы в мужской верхней сорочке - верхние накладные (два или один) с прямыми, срезанными или закругленными углами. Настрачивание на изделие кармана (обработанного по верхнему краю и при необходимости по поверхности) может осуществляться на двухигольной машине челночного стежка с отключающимися иглами или на полуавтомате. Используемое оборудование: полуавтоматы фирм “Juki”,“Pfaff”, “Necchi - Rimoldi”, “Durkopp - Adler”, в том числе с комплектами кассет для разных контуров карманов.
1.2.3 Обработка манжет
Манжеты могут быть различной конструкции: прямоугольной формы и со скруглёнными или срезанными концами.
 | 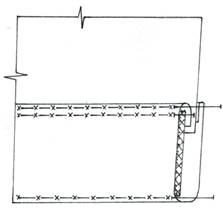 | ||
Рисунок 2 – Обработка манжет (справа-цельнокроеных; слева-обтачных)
Обработка манжет, также как и воротников, осуществляется на оборудовании фирм “Juki”,“Pfaff”, “Necchi - Rimoldi”, Durkopp - Adler”. Специальная машина, снабженная ножом обрезки края, позволяет изготавливать манжеты -: стачивать их с одновременной обрезкой края и прокладывать отделочную строчку. Обтачивание и обрезка срезов манжет может производиться и на полуавтоматах фирм “Pfaff”, “Durkopp - Adler”. Отделочная строчка может прокладываться по всему периметру манжеты, независимо от формы, либо только по верхним и нижним сторонам. Застёжка манжеты может быть на кнопки, петлю и пуговицу или две петли (для запонки). Для регулировки манжеты по объёму руки часто пришивают последовательно две пуговицы для одной петли. Пуговицы пришиваются на пуговичных полуавтоматах чаще всего - цепного однониточного зигзагообразного стежка (107 типа), а петли обрабатываются на петельных полуавтоматах - зачастую челночным зигзагообразным стежком (304 типа). Фирма “Durkopp - Adler” и некоторые другие представляют двухголовочный полуавтомат (интегрированное рабочее место), который может обрабатывать 2 петли одной манжеты одновременно (для застёжки с запонками) или обрабатывать петлю на одном конце манжеты и одновременно пришивать пуговицу – на другом её конце.
1.2.4 Обработка рукавов
. Швы рукавов стачиваются за одну операцию с боковыми срезами сорочки. Разрезы рукавов обрабатываются- планками или окантовочной полоской ткани. Размеры планки – её длина и ширина - могут варьироваться. Для обработки планки разреза сорочки могут использоваться спецмашины или полуавтоматы фирм “Pfaff”, “Juki”, “Durkopp - Adler” и др. На планке могут обмётываться петли, если предусмотрена застёжка на пуговицы. Фирма “Necchi - Rimoldi” для соединения планок с рукавами предлагает машины с автоматической подачей планок под иглу.
1.2.5 Обработка застёжки
Существует множество методов обработки планок, которые в свою очередь могут выполняться притачными, накладными и цельнокроеными; с прокладками и без них; могут быть созданы из припуска борта переда сорочки путём его подгибки на изнаночную или лицевую сторону (для двусторонней ткани), путём создания эффекта притачной или накладной планки; могут оформляться с помощью дополнительной нижней планки, в том числе для создания потайной застёжки. При настрачивании планок под отделочную строчку может подаваться кружево или другой отделочный элемент. Планки настрачивают одинарными или двойными отделочными строчками челночного или цепного двухниточного стежка (401 типа), реже декоративными строчками. Для обработки широко используются швы согласно ГОСТ 12807-2003 (варианты обработки планок смотрите в приложении В). Нижняя и верхняя планки могут обрабатываться одинаково, однако, чаще всего нижнюю планку формируют из припуска правого борта и обрабатывают швом в подгибку с закрытым срезом. Для притачных планок используются швейные машины с приспособлениями для образования двух парных планок или для настрачивания одинарной планки. В настоящее время разработаны машины с автоматической подачей одной и двух планок под иглу и автоматической обрезкой планок после обработки парных частей переда сорочки.
Некоторые фирмы (“Pfaff”,“Juki”) предлагают оборудование с загибочными столиками, позволяющее выполнить обработку цельновыкроеных бортов сорочки безниточным способом, то есть без прокладывания строчек. Планки закреплены с помощью петель и пуговиц, а срезы бортов сорочки не требуют обработки, так как спрятаны внутри планок (см. рисунок 4).
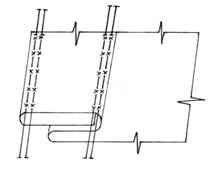
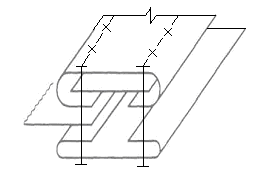
Рисунок 3 – Варианты обработки планок

|
Рисунок 4 - Безниточный способ обработки бортов сорочки
Названные фирмы предлагают широкий спектр спецмашин и полуавтоматов по обработке планок - этоодно- и двух-игольные высокоскоростные швейные машины цепного и челночного стежка снабжённые устройством нарезки полос планок; автоматическими устройствами обрезки ниток, автоматической подачи планок; выполнения декоративной строчки на накладной планке переда сорочки. Фирмы “Pfaff”, “Durkopp Adler”и “Juki” предлагают высокоскоростные машины и п/а для выполнения обметывания петель на планке переда и на манжетах, пришивания и подачи пуговиц. Петли выполняются как цепным однониточным зиг-загообразным - так и челночным зиг-загообразным стежком. Наличие устройства подачи пуговиц очень важно, т. к. повышает производительность труда, уменьшает затраты времени, обеспечивает технику безопасности (за счёт автоматической подачи пуговиц - отверстия их приходятся точно под иглу и они не ломаются, не могут попасть в глаза оператору, не нужен дополнительный запас пуговиц, учитывающий их поломку, не требуется время на смену иглы и т.д.).
Пуговицы могут пришиваться как челночным зиг-загообразным, так и цеп ным зиг-загообразным однониточным стежком.
В приложении Г - приведён один из вариантов обработки застёжки и воротника в мужской верхней сорочке и представлена технологическая последовательность обработки этого узла в табличной форме.
1.2.6 Сборка изделия
Особенностью сборки мужских верхних сорочек является втачивание рукавов в открытые проймы и дальнейшее соединение за одну операцию боковых швов и швов рукавов. Рукава могут соединяться с изделием «швом взамок» (фирма “Juki” представляет2х- и 3х-игольные машины цепного стежка с П- образной платформой, которые могут быть укомплектованы приспособлениями для обработки боковых, плечевых срезов, срезов пройм «швом взамок»).
Рукава могут втачиваться в пройму и на стачивающе - обмёточной машине, после чего по шву притачивания рукава может быть проложена отделочная строчка, если она предусмотрена моделью сорочки.
Если в изделии предусмотрена двойная кокетка, то она соединяется с верхним срезом спинки за одну операцию, а затем последовательно - срез нижней кокетки притачивается к верхнему срезу переда сорочки, а срез верхней кокетки настрачивается на образовавшийся шов, или оба среза кокетки настрачиваются на перед сорочки на машине с приспособлением.
Низ изделия обрабатывается швом вподгибку с закрытым срезом, при этом могут быть использованы машины со специальными рубильниками.

Рисунок 5 Соединение срезов мужской верхней сорочки «швом взамок»
1.3 ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА (ВТО) МУЖСКОЙ ВЕРХНЕЙ СОРОЧКИ
ВТО в мужских верхних сорочках позволяет создать правильную эстетическую форму уголков карманов, манжет и что особенно важно - создать красивую и жёсткую форму воротника, это является необходимым условием для данного вида ассортимента.
Основными параметрами ВТО мужских верхних сорочек являются: температура нагрева обрабатываемого материала, давление на полуфабрикат и время обработки (в том числе время пропаривания, прессования и вакуум-отсоса). Необходимо учитывать установление оптимальных режимов, т. к. изменение одного из них приводит к изменению других. Режимы обработки и используемое оборудование выбираются исходя из состава материала. Превышение температур нагрева гладильных поверхностей и чрезмерное увлажнение приводят к образованию тепловой усадки, пятен, внешних и скрытых опалов, изменению окраски. Пятна, пожелтение, изменение окраски являются недопустимыми и неустранимыми дефектами.
В качестве оборудования для ВТО мужских сорочек используются фальц – прессы, утюжильные рабочие места, термокамеры, снабженные жесткими манекенами, транспортерами для подачи сорочек в камеру и манипуляторами для их выемки из камер. Подобное оборудование производят фирмы “Kannegisser” и “Veit” (Германия), “Macpi” и “Malavasi”(Италия),), “Juki” (серии “Kaigu” и “Lastar”) (Япония), “Rotondi”, “SILC”, “Malkan”, «TREVIL», “VertoMat”, “TrioStar”.
Особенностью внутрипроцессной обработки мужской верхней сорочки является использование фальц-прессов, позволяющих проводить загибочные операции. Фальц - прессы позволяют с помощью специальных шаблонов выворачивать уголки воротника, прессовать воротники и манжеты с образованием канта, «загибать» планки, края карманов.
Например, фальц-пресс фирмы “Kannegisser” оснащён двумя раздвижными шаблонами и двумя подушками (верхней и нижней). Управление прессом осуществляется при помощи педалей, что удобно, т.к. руками необходимо придерживать манжеты и расправлять их в шаблоне. Пресс оснащен оргоснасткой – верхней полочкой, на которой предусмотрено место для размещения обработанных манжет.
Для влажно-тепловой обработки мужских верхних сорочек разработаны прессы фирмы “Juki” серии “Kaigu” и “Lastar”, например, автоматический пресс для воротников (для осноровки и выворачивания уголков воротника), для формования манжет (производительность 2000 шт./8 ч.), автоматический пресс для формования планок (производительность 3000 шт./8 ч.), пресс для формования карманов (производительность 4 шт. в мин. или 2000 шт./8 ч.)
Для ВТО мужских верхних сорочек разработано оборудование:
ВТО переда и спинки - “VertoMat”, “Kannegisser”
ВТО воротников - “Kannegisser”,
ВТО манжет - TrioStar, “Kannegisser”.
Для наиболее эффективной и высокопроизводительной работы по обработке мужских сорочек в отделочной секции рекомендуется применять так называемые «сорочечные линии», состоящие из нескольких машин различного назначения (после обработки в термокамере сорочки подаются на манекены-вешалки для застегивания пуговиц, а затем на упаковочные полуавтоматы, где для сохранения формы их снабжают прокладочными шаблонами под воротник, закрепляют манжеты и упаковывают в целлофановые или полиэтиленовые пакеты). Такие линии предлагают “Kannegisser”, “Macpi”. Они выпускают отдельно оборудование для складывания сорочек. Фирма “Kannegisser” также предлагает систему для окончательной ВТО мужских сорочек “Twin STAR”, позволяющую добиваться высочайшего качества отделки сорочек и повышать производительность труда.
Воротник и манжеты являются показателем качества мужской верхней сорочки. Большое влияние на качество, товарный вид и покупательскую способность продукции оказывает упаковка. Использование жёстких шаблонов в области воротника и пластмассовых палочек- косточек, которые вставляются в концы воротника, позволяет «закрепить» формоустойчивость сорочек и не нарушить правильность объёмной формы при транспортировании и эксплуатации.
2 ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
ТЕМА: Обработка застежки и воротника мужской верхней сорочки
ЦЕЛЬ РАБОТЫ: Изучение методов обработки мужской верхней сорочки и разработка технической документации на изготовление застежки и воротника
СОДЕРЖАНИЕ РАБОТЫ:
1. Изучить разновидности конструктивно-технологических решений обработки узлов мужских верхних сорочек
2. Составить спецификацию деталей кроя на заданные узлы - застежку и воротник мужской верхней сорочки.
3. Разработать технологическую последовательность обработки заданных узлов - застежки и воротника мужской верхней сорочки
4. Разработать технологическую карту на обработку заданных узлов.
5. Практически выполнить обработку заданных узлов
6. Представить эскизы поузловой обработки узлов и разновидности конструктивно-технологических решений застежек и воротников мужских верхних сорочек..
7. Сделать выводы по основным направлениям совершенствования обработки мужских верхних сорочек
Дата добавления: 2015-08-26; просмотров: 1277 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Задание на курсовую работу | | | ТРЕБОВАНИЯ К ОТЧЁТУ |