Читайте также:
|

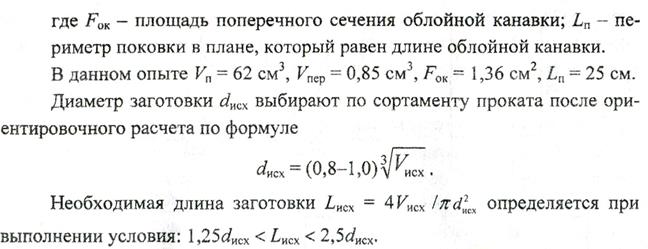
Расчет размеров исходной заготовки
Vисх = VП + VПЕР + VОБ;
VОБ = 0,8 ×FОК×LП = 0,6×1,36×25= 20,4 см3;
Таким образом:
Vисх = VП + VПЕР + VОБ = 62 + 0,85 + 20,4 = 83,25 см3;

Отсюда найдем lИСХ:

1,25·dисх=4,366см
2,5·dисх=8,732см
1,25dисх<Lисх<2,5dисх
4. Возможный брак при горячей штамповке
· Неисправимый брак – неверный расчет размеров заготовки, прилипание детали к штампу из-за несоблюдения углов уклонов – механические повреждения.
· Исправимый брак – недоштамповка, недогрев, недостаточность усилия.
5. Выводы:
В хоте работы была проделана осадка – подготовительная операция перед штамповкой, уменьшена высота и увеличен диаметр для приближения размеров заготовки к диаметру чистового ручья штампа, для косвенной центровки и для перераспределения металла по длине и объему. После штамповки круглой в плане поковки был получен брак, вследствие неправильно рассчитанных исходных размеров заготовки (прокат). Брак является неисправимым.
Дата добавления: 2015-08-17; просмотров: 40 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Сущность горячей штамповки | | | Май 2015 |