Читайте также:
|
Прокатка металла. Сущность процесса прокатки заключается в том, что заготовка и слиток вследствие сил трения втягивается вращающимися волками и обжимается. При этом изменяются форма и размеры поперечного сечения тела и, как правило, увеличиваются его продельные размеры. Существуют три основных способа прокатки: продольная, поперечная и поперечно-винтовая прокатка.
При продольной прокатке деформация металла осуществляется между вращающимися в разные стороны валками (сортовой, листовой прокат).
При поперечной прокатке оси прокатных волков и прокатываемого тела параллельны (или пересекаются под небольшим углом). Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном. В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления.
Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается соответствующей профилировкой валков изменением расстояния между ними. Данным способом изготавливают изделия, представляющие собой тела вращения: шары, оси, шестерни и пр.
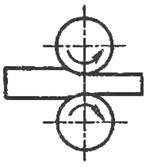
Рисунок 1 – Схема прокатки
Волочение – это протягивания прутка круглого сечения или др. формы через волоку- инструмент с отверстием, выходящие размеры сечения которого меньше сечения исходного продукта. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемого тела. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных сечений.
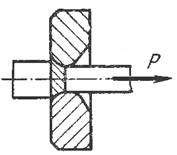
Рисунок 2 – Схема волочения
Прессование металла. При прессовании метал, заключенный в контейнер, выдавливается через отверстие в матрице, и получают форму поперечного сечения, соответствующего форме отверстия матрицы
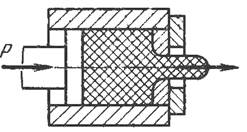
Рисунок 3 – Схема прессования
Ковка (осадка, протяжка, прошивка ’открытая, закрыта’)- способ горячей обработки металлов давлением, при котором заготовке придается заданная форма при ударах бойка молота или нажатии бойка пресса.
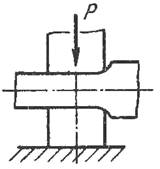
Рисунок 4 – Схема ковки
Осадка. формоизменяющая операция, в процессе которой производится уменьшение высоты заготовки при увеличении площади ее поперечного сечения. (рис. бочка)
Протяжка. формоизменяющая операция, в процессе которой происходит удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Протяжка способствует устранению внутренних дефектов (пустот) и улучшает механические свойства металла в осевом направлении заготовки.
Прошивка. Это получение полостей в заготовке за счет вытеснения материала. Прошивка бывает открытой и закрытой. При открытой прошивке боковая поверхность заготовки является свободной, при закрытой-заготовка заключена в контейнер, определяющий ее наружный диаметр после прошивки.
Штамповка – процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная.
Горячая объемная штамповка -способ обработки металлов давлением, при котором изделию (поковке) придается необходимая форма при помощи специального инструмента- штампа. Этот способ получения поковок отличается от свободной ковки более высокой производительностью, обеспечивает повышение механических свойств поковок, значительно меньший расход металла и широко применяется в крупносерийном и массовом производстве.
Листовая штамповка -процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но из кожи, картона, пластмасс. Рассмотрим только листовую штамповку из металла.

Рисунок 5 – Схемы объемной (а) и листовой (б) штамповки
3.
Металлы и сплавы, используемые в качестве конструкционных материалов, должны обладать определенными механическими свойствами – прочностью, упругостью, пластичностью, твердостью.
Прочность – это способность металла сопротивляться деформации и разрушению.
Деформацией называется изменение размеров и формы тела под действием внешних сил. Деформации подразделяются на упругие и пластические. Упругие деформации исчезают, а пластические остаются после окончания действия сил. В основе пластических деформаций – необратимые перемещения атомов от исходных положений на расстояния, большие межатомных, изменение формы отдельных зерен металла, их расположения в пространстве.
Способность металлов пластически деформироваться называется пластичностью. Пластичность обеспечивает конструктивную прочность деталей под нагрузкой и нейтрализует влияние концентратов напряжений – отверстий, вырезов и т.п. При пластическом деформировании металла одновременно с изменением формы меняется ряд свойств, в частности при холодном деформировании повышается прочность, но снижается пластичность.
Большинство механических характеристик металла определяют в результате испытания образцов на растяжение
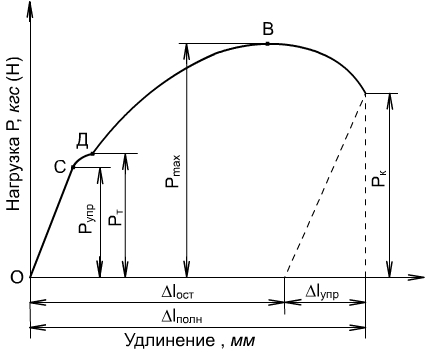
Диаграмма растяжения характеризует поведение металла при деформировании от момента начала нагружения до разрушения образца. На диаграмме выделяют три участка: упругой деформации – до нагрузки Рупр; равномерной пластической деформации от Рупр до Рmax и сосредоточенной пластической деформации от Рmax до Рк . Если образец нагрузить в пределах Рупр , а затем полностью разгрузить и замерить его длину, то никаких последствий нагружения не обнаружится. Такой характер деформирования образца называется упругим. При нагружении образца более Рупр появляется остаточная (пластическая) деформация. Пластическое деформирование идет при возрастающей нагрузке, так как металл упрочняется в процессе деформирования. Упрочнение металла при деформировании называется наклепом. При дальнейшем нагружении пластическая деформация, а вместе с ней и наклеп все более увеличиваются, равномерно распределяясь по всему объему образца. После достижения максимального значения нагрузки Рmax в наиболее слабом месте появляется местное утонение образца – шейка, в которой в основном и протекает дальнейшее пластическое деформирование. В это время между деформированными зернами, а иногда и внутри самих зерен могут зарождаться трещины. В связи с развитием шейки, несмотря на продолжающееся упрочнение металла, нагрузка уменьшается от Рmax до Рк , и при нагрузке Рк происходит разрушение образца. При этом упругая деформация образца (Dlупр) исчезает, а пластическая (Dlост) остается (рис. 1).
Диаграммой растяжения называется график, показывающий функциональную зависимость между нагрузкой и деформацией при статическом растяжении образца до его разрыва.
На рис. 1.27 показан примерный вид параметрической диаграммы растяжения малоуглеродистой стали в координатах: абсолютное удлинение ∆l(t) − нагрузка F(t). В качестве параметра здесь выступает время нагружения, которое для простоты обычно не показывают.
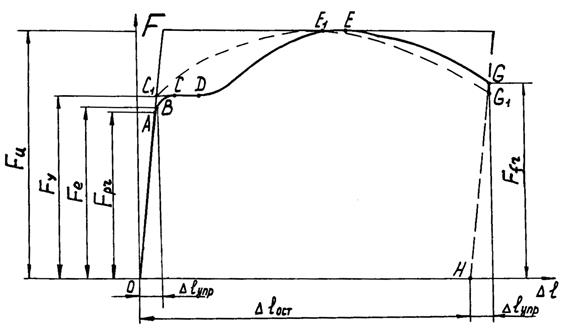
Рис. 1.27. Диаграмма растяжения пластичного материала
Так как испытание проводят на гидравлической машине, в которой деформация является первичной ( ), а нагрузка вторичной (
), а нагрузка вторичной ( ), то осью абсцисс (аргументом) является абсолютное удлинение ∆l, а осью ординат (функцией) – нагрузка F, т.е. фактически мы имеем зависимость
), то осью абсцисс (аргументом) является абсолютное удлинение ∆l, а осью ординат (функцией) – нагрузка F, т.е. фактически мы имеем зависимость  , интерпретированную Гуком, проводившим опыты в упруго-пропорциональной зоне нагружения: «каково удлинение, такова сила». Однако в современной трактовке, с учётом того что в реальных условиях эксплуатации машин и сооружений первичной является нагрузка, функциональную зависимость обращают, полагая, что
, интерпретированную Гуком, проводившим опыты в упруго-пропорциональной зоне нагружения: «каково удлинение, такова сила». Однако в современной трактовке, с учётом того что в реальных условиях эксплуатации машин и сооружений первичной является нагрузка, функциональную зависимость обращают, полагая, что  , и обсуждают, как изменяется деформация образца в зависимости от нагрузки (какова сила, таково удлинение).
, и обсуждают, как изменяется деформация образца в зависимости от нагрузки (какова сила, таково удлинение).
На диаграмме растяжения OABCDEG показаны 7 характерных точек, соответствующих определённому уровню нагрузки и ограничивающих 6 различных зон деформирования:
OA – зона пропорциональности (линейной упругости);
AB – зона нелинейной упругости;
BC – зона упругопластических деформаций;
CD – зона текучести (пластических деформаций);
DE – зона упрочнения;
EG – зона закритических деформаций.
На участке OA смещение атомов монокристаллов пропорционально приложенной нагрузке. Дефекты кристаллической решётки практически не проявляются.
Прямолинейный отрезок диаграммы соответствует состоянию материала образца, описываемому законом Гука; наклон прямой OA к оси абсцисс характеризует степень сопротивляемости материала деформированию в упругой стадии, т.е. его жесткость. В пределах закона Гука тангенс угла наклона прямой к оси ∆l определяется величиной Е:  . Точка A соответствует его пределу пропорциональности
. Точка A соответствует его пределу пропорциональности  , т.е. наибольшему напряжению, до которого материал следует закону Гука, которое определяется как отношение силы, при которой эта пропорциональность еще не нарушается, к начальной площади поперечного сечения образца
, т.е. наибольшему напряжению, до которого материал следует закону Гука, которое определяется как отношение силы, при которой эта пропорциональность еще не нарушается, к начальной площади поперечного сечения образца

На участке OB материал ведёт себя упруго. Поведение кристаллической решётки на участке AB характеризуется небольшой нелинейностью. Нужно заметить, что на участке пропорциональности OA материал ведёт себя одновременно и как абсолютно упругий (т. B всегда выше т. A). Точка B соответствует пределу упругости. Под пределом упругости  понимается такое наибольшее напряжение, до которого материал не получает остаточных деформаций, т.е. после полной разгрузки последняя точка диаграммы совпадает с начальной точкой 0. Численные значения пределов пропорциональности и упругости получаются очень близкими, поэтому при испытаниях часто ограничиваются определением только предела пропорциональности.
понимается такое наибольшее напряжение, до которого материал не получает остаточных деформаций, т.е. после полной разгрузки последняя точка диаграммы совпадает с начальной точкой 0. Численные значения пределов пропорциональности и упругости получаются очень близкими, поэтому при испытаниях часто ограничиваются определением только предела пропорциональности.
На участке BC наблюдается нарастающая нелинейность в деформировании кристаллической решётки. Для выхода новых дислокаций (нарушений строения кристаллов) на поверхность монокристаллов требуется всё меньшее приращение внешней нагрузки ∆F.
На участке CD, называемом площадкой текучести, происходит лавинообразный выход дислокаций на поверхность, что приводит к значительному удлинению образца при почти постоянном уровне нагрузки, когда  . Такое состояние материала названо текучестью. Образование пластической деформации в отдельных кристаллах образца происходит уже в начальной (упругой) стадии испытания. Однако эти деформации настолько малы, что не обнаруживаются обычными приборами для измерения малых деформаций. С увеличением нагрузки пластическая деформация начинает накапливаться в микрообъемах образца, а с наступлением текучести эти очаги пластической деформации, сливаясь, захватывают уже макрообъемы образца металла. Необратимо деформированные области образца оказывают повышенное сопротивление дальнейшему деформированию (материал упрочняется), и поэтому пластические деформации начинают развиваться в зонах, еще не подверженных этим деформациям. В дальнейшем пластическая деформация, переходя от одной зоны к другой, распространяется на весь объем рабочей части образца. Особенно наглядно фронт распространения пластической деформации вдоль образца можно наблюдать при испытании плоских полированных образцов. На поверхности таких образцов в момент возникновения очагов пластической деформации появляются темные наклонные полосы, которые, как правило, с осью образца составляют углы, приблизительно равные 450 (линии Чернова-Людерса). Эти линии представляют собой микроскопические неровности, возникающие вследствие необратимых сдвигов, происходящих в кристаллах под действием наибольших касательных напряжений. При текучести у образца повышается температура, изменяются электропроводность и магнитные свойства.
. Такое состояние материала названо текучестью. Образование пластической деформации в отдельных кристаллах образца происходит уже в начальной (упругой) стадии испытания. Однако эти деформации настолько малы, что не обнаруживаются обычными приборами для измерения малых деформаций. С увеличением нагрузки пластическая деформация начинает накапливаться в микрообъемах образца, а с наступлением текучести эти очаги пластической деформации, сливаясь, захватывают уже макрообъемы образца металла. Необратимо деформированные области образца оказывают повышенное сопротивление дальнейшему деформированию (материал упрочняется), и поэтому пластические деформации начинают развиваться в зонах, еще не подверженных этим деформациям. В дальнейшем пластическая деформация, переходя от одной зоны к другой, распространяется на весь объем рабочей части образца. Особенно наглядно фронт распространения пластической деформации вдоль образца можно наблюдать при испытании плоских полированных образцов. На поверхности таких образцов в момент возникновения очагов пластической деформации появляются темные наклонные полосы, которые, как правило, с осью образца составляют углы, приблизительно равные 450 (линии Чернова-Людерса). Эти линии представляют собой микроскопические неровности, возникающие вследствие необратимых сдвигов, происходящих в кристаллах под действием наибольших касательных напряжений. При текучести у образца повышается температура, изменяются электропроводность и магнитные свойства.
Ордината точки C на диаграмме соответствует пределу текучести материала образца. Под пределом текучести понимается то напряжение, при котором происходит рост деформаций без заметного увеличения нагрузки и определяется как отношение силы, соответствующей точке C к начальной площади поперечного сечения образца

Если площадка текучести на диаграмме сильно наклонена к оси абсцисс или не совсем прямолинейна, различают верхний и нижний предел текучести. У материалов, не имеющих на диаграмме явно выраженной площадки текучести, принимают условный предел текучести  , при котором остаточное удлинение образца ∆l достигает 0,2%.
, при котором остаточное удлинение образца ∆l достигает 0,2%.
На участке DE после выхода на поверхность большей части дефектов кристаллической решётки материал самоупрочняется, и образец всё ещё способен воспринимать некоторое приращение нагрузки. Указанный участок диаграммы называется зоной упрочнения. Однако расстояние между атомами постепенно достигает критического значения (приблизительно в два раза больше первоначального), за которым происходит «разрыв» внутренних связей. При подходе к т. E деформации начинают локализоваться в области наиболее слабого сечения, где зарождается шейка образца.
Точка E на диаграмме характеризуется наибольшей ординатой, соответствующей пределу прочности, или временного сопротивления, материала  , т.е. отношению максимальной силы, которую способен выдержать образец, к его начальной площади поперечного сечения
, т.е. отношению максимальной силы, которую способен выдержать образец, к его начальной площади поперечного сечения

На участке EG заканчивается формирование шейки. Происходит лавинообразное разрушение связей, когда процесс деформирования уже необратим и временное равновесие между внутренними силами и внешней нагрузкой возможно только при уменьшении последней. В т. G происходит разрыв образца. Его размеры восстанавливаются на величину упругой деформации, которая на 2 – 3 порядка меньше остаточных пластических деформаций. У многих материалов разрушение происходит без заметного образования шейки. Сила, соответствующая точке G, называется разрушающей F fr, а напряжение – истинным сопротивлением разрыву (истинным пределом прочности). Этот предел не имеет особого практического значения и используется только при изучении процесса образования трещин. Разрушающие напряжения делятся на условные и истинные:
 условное;
условное;  истинное,
истинное,
где  - разрушающая нагрузка;
- разрушающая нагрузка;  - площадь поперечного сечения образца в месте разрыва.
- площадь поперечного сечения образца в месте разрыва.
Так как первоначальная площадь  приблизительно в два раза превышает площадь разрыва , а разрушающая нагрузка составляет приблизительно 80 % от наибольшей нагрузки
приблизительно в два раза превышает площадь разрыва , а разрушающая нагрузка составляет приблизительно 80 % от наибольшей нагрузки  , то
, то

4. Механические характеристики материалов.
Под механическими характеристиками подразумеваются значения напряжений и деформаций, соответствующие определенным точкам на диаграмме условных напряжений.
Пределом пропорциональности σпц называется наибольшее напряжение, до которого деформации прямо пропорциональны напряжениям.
Пределом упругости σу называется напряжение, до которого материал не получает остаточных деформаций.
Пределом текучести σт называется напряжение, при котором деформации растут без заметного увеличения нагрузки.
Пределом прочности, или временным сопротивлением σв называется максимальное напряжение (подсчитанное по первоначальной площади сечения образца), выдерживаемое материалом при растяжении. Его величина определяется ординатой точки C условной диаграммы (см. Рис. 4.6).
При экспериментальном определении величин пределов пропорциональности и упругости вносится определенный элемент условности. Объясняется это тем, что начало отклонения от линейной зависимости, как и начало образования остаточных деформаций, будет отмечено тем раньше, чем выше точность измерения деформаций.
Поэтому под пределом пропорциональности σпц понимается напряжение, при котором отступление от линейной зависимости достигает определенной величины, устанавливаемой техническими условиями.
Пределом упругости считается напряжение, при котором остаточные деформации достигают заранее установленной величины в пределах 0.001-0.005%. Условный предел упругости при остаточной деформации 0.005% обозначается σ0,005.
Для материалов, не имеющих площадки текучести, в качестве предела текучести условно принимается напряжение, при котором остаточные деформации составляют 0.2 или 0.3% от первоначальной длины образца. Условный или, иначе, технический предел текучести в соответствии с допуском на остаточную деформацию обозначается σ0,2 или σ0,3.
В теоретических исследованиях индексы 0.2 и 0.3 обычно опускаются и условный предел текучести обозначается символом σт. Предел текучести является одной из основных характеристик материала. Пластические свойства материала, то есть способность к образованию остаточных деформаций, характеризуются величиной остаточного удлинения образца при разрыве
(4.7)
а также относительным уменьшением площади сечения образца в шейке
(4.8)
где L1, F1 - длина рабочей части образца и площадь наименьшего сечения шейки разорванного образца, соответственно; lo, Fo - их величины до нагружения.
Основные механические характеристики применяемых в технике материалов приводятся в справочной литературе.
5. Разрывная машина — испытательная машина, предназначенная для проведения статических испытаний и определения физических свойств материалов на осевое растяжение, сжатие, изгиб в рамках технических возможностей машины. Разрывная машина служит для точного определения механических свойств материалов и испытания сборочных единиц и деталей, путем из разрушения. В таких машинах сооружены системы, позволяющие выставлять определенные параметры, помогающие создавать необходимые условия для различных экспериментов.
Они включают в себя форматы записывающей информации о мощности нагрузки, которая исправляется с помощью торсионного блока и скорости нагрузки.
6. Способность материала получать большие остаточные деформации, не разрушаясь, носит название пластичности. Свойство пластичности имеет решающее значение для таких технологических операций, как штамповка, вытяжка, волочение, гибка и др. Мерой пластичности является удлинение d при разрыве. Чем больше d, тем более пластичным считается материал. Противоположным свойству пластичности является свойство хрупкости, т. е. способность материала разрушаться без образования заметных остаточных деформаций. Материалы, обладающие этим свойством, называются хрупкими. Для таких материалов величина удлинения при разрыве не превышает 2—5%, а в ряде случаев измеряется долями процента. К хрупким материалам относятся чугун, высокоуглеродистая инструментальная сталь, стекло, кирпич, камни и др. Диаграмма растяжения хрупких материалов не имеет площадки текучести и зоны упрочнения (рис. 9).
 Рис. 9
Рис. 9
По-разному ведут себя пластичные и хрупкие материалы и при испытании на сжатие. Как уже упоминалось, испытание на сжатие производится на коротких цилиндрических образцах. Для малоуглеродистой стали диаграмма сжатия образца имеет вид кривой, показанной на рис. 10. Здесь, как и для растяжения, обнаруживается площадка текучести с последующим переходом к зоне упрочнения. В дальнейшем, однако, нагрузка не падает, как при растяжении, а резко возрастает. Происходит это в результате того, что площадь поперечного сечения сжатого образца увеличивается; сам образец вследствие трения на торцах принимает бочкообразную форму (рис. 11). Довести образец пластического материала до разрушения практически не удается. Испытуемый цилиндр сжимается в тонкий диск (см. рис. 11), и дальнейшее испытание ограничивается возможностями машины. Поэтому предел прочности при сжатии для такого рода материалов найден быть не может.
7. Испытание на изгиб. При испытании на изгиб образец (брус) укладывают концами на две опоры и в середине нагружают (рис. 55). О сопротивлении материала изгибу судят по величине прогиба образца.
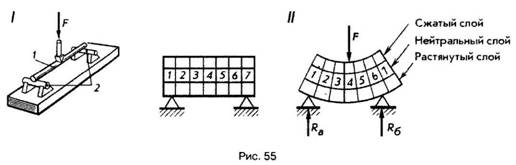
Рис. 55
Представим теперь себе в брусе воображаемые продольные волокна. При деформации изгиба волокна одной зоны сжимаются, другой — растягиваются (рис. 55, II).
Между зонами сжатия и растяжения расположен нейтральный слой, волокна которого не подвергаются деформации, то есть их длина не изменяется. Из рис. 55 видно, что, чем больше волокна расположены от нейтрального слоя, тем большую деформацию они испытывают. Таким образом, можно сделать вывод, что при изгибе в поперечных сечениях бруса под действием внутренних сил возникают нормальные напряжения сжатия и растяжения, величина которых зависит от положения рассматриваемых точек в сечении. Наибольшие напряжения принято обозначать: в зоне сжатия —?max, в зоне растяжения —?mах. В точках, расположенных на нейтральной оси, напряжения равны нулю. Нормальные напряжения, возникающие в различных по высоте точках поперечного сечения, возрастают пропорционально расстоянию от нейтрального слоя и могут быть рассчитаны по формуле? = (Е • z) / р,
где:? — нормальные напряжения;
z — расстояние от интересующего нас волокна до нейтрального слоя; Е — модуль упругости; р — радиус кривизны нейтрального слоя.
Дата добавления: 2015-08-17; просмотров: 215 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Основная база для изучения дисциплины ТОМД. Основные положения механики сплошных сред и физики металлов. | | | Испытание на изгиб |