Читайте также:
|
Для сварочного процесса HighSpeedTM применяют электроды диаметром 1,0 и 1,2 мм. Более тонкие электроды из-за нестабильности их подачи при высоких скоростях менее пригодны. Более толстые электроды отпадают, так как в этом случае не создается необходимая для вращения температура конца электрода при технически целесообразном вылете электрода.
Чтобы гарантировать стабильный процесс, электроды должны постоянно показывать хорошие свойства скольжения. Используемые комбинации «проволока – защитный газ» включают в себя сплошные или порошковые проволоки и стандартный двухкомпонентный газ. Область применения охватывает нелегированные и мелкозернистые стали с пределом текучести до 500 Н/мм2.
В то время когда в диапазоне обычной дуги со струйным переносом применяются главным образом смеси газов на основе углекислоты, ротационный перенос достигается при использовании кислородосодержащих смесей. Причиной для этого является свойство аргонокислородных смесей образовывать длинный столб жидкости и вместе с этим улучшать свойства вращения.
По сравнению с этим смеси газов аргона и углекислоты требуют более высоких значений напряжения дуги и смещают рабочую зону струйного переноса к более высоким силам тока. Стандартные газы 82%Аr/18%СО2 и 92%Аr/8%СО2 расширяют обычный диапазон струйного переноса с использованием сплошной проволоки диаметром 1,0 мм до скорости подачи проволоки 24 м/мин, диаметром 1,2 мм - до 23 м/мин.
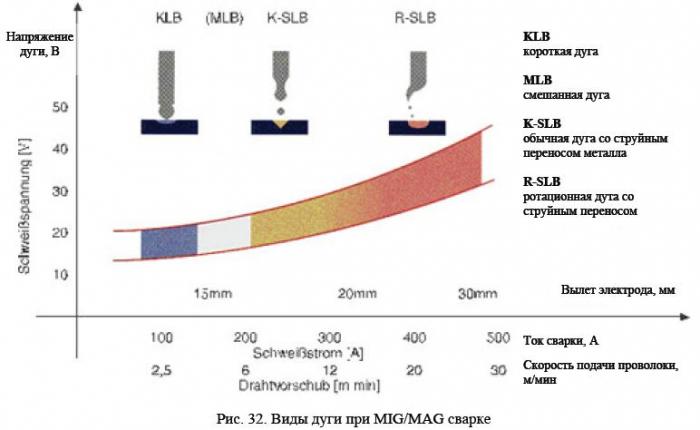
Рутиловые и основные порошковые проволоки напротив могут подаваться со скоростью до 30 м/мин, при этом возникает ротационный перенос металла. Чтобы использовать ротационный диапазон перехода электродного металла применяется стандартный газ 96%Аr/4%О2. Применение этого газа уменьшает переходную область между обычной и ротационной дугой со струйным переносом и стабилизирует процесс уже со скорости подачи проволоки 23 м/мин (Рис. 32). При этом достигается скорость подачи проволоки до 30 м/мин как при диаметре 1,0 мм, так и при 1,2 мм.
Дата добавления: 2015-08-17; просмотров: 58 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Процесс HighSpeedTM | | | Aппараты импульсной сварки MIG/MAG с плавной регулировкой |