Читайте также:
|
Радиально-обжимные машины предназначены для получения изделий с переменным сечением из прутков и труб с очень высоким коэффициентом использования металла. Эти машины не получили широкого распространения вследствие своей шумности и относительно невысокой производительности. Все машины выпускаются Таганрогским заводом кузнечно-прессового оборудования. В настоящее время радиально-обжимные машины стали изготовлять с программным управлением. Характеристика радиально-обжимных машин приведена в табл. 24.
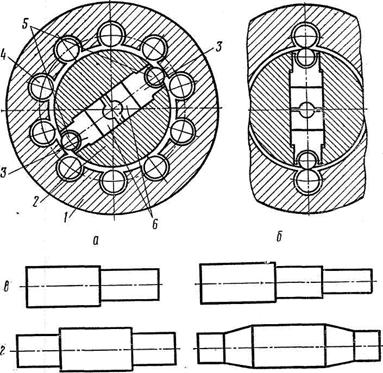
Рис. 27. Схема работы бойков радиально-обжимной машины:
а – штампы разомкнуты, б – штампы сомкнуты; 1 – обойма, 2 – шпиндель,
3 – ползуны, 4 – ролики, 5 – упорные ролики, 6 – бойки и типы поковок;
в – с односторонней протяжкой, г – с двусторонней протяжкой.
Такие машины используют для протяжки заготовок путем ротационного обжатия в радиальном направлении.
Схема работы инструмента машины дана на рис. 27. Головка шпинделя 2 расположена внутри обоймы 1, в пазах которой размещены ролики 4. Инструмент – бойки 6 закреплены на ползунах 3,  установленных в пазу головки шпинделя 2. В гнездах ползунов 3 помещены упорные ролики 5. При вращении обоймы 1 или шпинделя 2 (в зависимости от типа машины) упорные ролики 5 в моменты соприкосновения с роликами 4 толкают ползуны 3 на сближение, а вместе с ними и бойки. В стадии сближения бойков осуществляется деформирование заготовки. В зависимости от варианта исполнения радиально-обжимные машины подразделяются на два типа: с вращающимся шпинделем и инструментом при неподвижном положении обоймы (первый тип) и, наоборот, с вращающейся обоймой и неподвижным шпинделем (второй тип). Возвращение ползунов с бойками в исходное положение в машине первого типа происходит под действием центробежной силы, а в машине второго типа возвратное движение осуществляется пружинами.
установленных в пазу головки шпинделя 2. В гнездах ползунов 3 помещены упорные ролики 5. При вращении обоймы 1 или шпинделя 2 (в зависимости от типа машины) упорные ролики 5 в моменты соприкосновения с роликами 4 толкают ползуны 3 на сближение, а вместе с ними и бойки. В стадии сближения бойков осуществляется деформирование заготовки. В зависимости от варианта исполнения радиально-обжимные машины подразделяются на два типа: с вращающимся шпинделем и инструментом при неподвижном положении обоймы (первый тип) и, наоборот, с вращающейся обоймой и неподвижным шпинделем (второй тип). Возвращение ползунов с бойками в исходное положение в машине первого типа происходит под действием центробежной силы, а в машине второго типа возвратное движение осуществляется пружинами.
На рис. 27, а инструмент находится в разомкнутом состоянии, а на рис. 27, б – в сомкнутом. Типовые поковки, изготовляемые на радиально-обжимных машинах, приведены на рис. 27, в (с односторонней протяжкой) и на рис. 27, г (с двухсторонней протяжкой). Радиально-обжимные машины в зависимости от развиваемых ими деформирующих усилий способны обрабатывать поковки типа валов с широким диапазоном размеров (диаметром от 1 до 250 мм). Степень обжатия (%) при радиальном обжиме подсчитывают по формуле
где  и
и  – диаметры заготовки до и после обжатия. При горячей обработке сплошных заготовок за один переход достигается обжатие до 50% (
– диаметры заготовки до и после обжатия. При горячей обработке сплошных заготовок за один переход достигается обжатие до 50% (  50%).
50%).
37 Раскатка кольцевых заготовок на раскатных станах получила особенно большое распространение при производстве колец подшипников. Схема процесса показана на рисунке, позиция г. Заготовка 1 представляет собой кольцо с меньшим диаметром и большей толщиной стенки, чем у поковки. Заготовки получают штамповкой на молотах или горизонтально-ковочных машинах. При подведении к заготовке 1, надетой на валок 2, быстро вращающегося валка 3 заготовка и валок 2 начинают вращаться. При дальнейшем сближении валков 2 и 3 увеличивается наружный диаметр заготовки за счет уменьшения толщины и происходит ее контакт с направляющим роликом 4, обеспечивающим получение правильной кольцевой формы поковки. После касания поковкой контрольного ролика 5 раскатка прекращается.
Раскаткой получают поковки колец с поперечными сечениями различной формы наружным диаметром 70…700 мм и шириной 20…180 мм.
Дата добавления: 2015-08-17; просмотров: 241 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ШТАМПЫ ГИДРАВЛИЧЕСКИХ ПРЕССОВ | | | Раскатные машины |