Читайте также:
|
Общий ход раскрытия на сторону = Критический
ход раскрытия на сторону + уменьшение диаметра
+ 0,13 мм промежуточного пространства.
Когда форма сомкнута, внешний контур разжимного пуансона должен поддерживаться узлом смыкания примерно на 7/8 длины полости, чтобы гарантировать формообразование без грата. Максимальная длина герметизации (уплотнения) должна составлять 5 мм.
Контуры на разжимных пуансонах обрабатываются шлифовкой или электроэрозионным методом. При шлифовании помощью круга обеспечивается полное закрытие пуансона в точности по окружности.
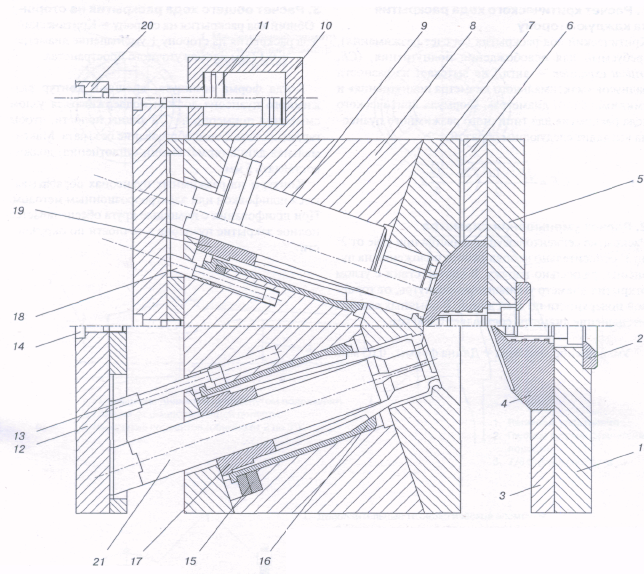 Литьевая форма со складывающимися пуансонами
Литьевая форма со складывающимися пуансонами
Рис. 6.75
1. Плита крепления
2. Центрирующий фланец
3. Плита формы
4. Оформляющий знак
5. Плита крепления
6. Плита формы
7. Матрица
8. Приемная плита
9. Складывающийся пуансон в сборе
10. Гидравлический цилиндр
11. Поршень
12. Опорная плита выталкивателя
13. Буфер (ограничительная
тяга)
14. Винт
15. Контргайка
16. Гильза (втулка) сжатия
17. Складывающийся пуансон
18. Буфер (ограничительная
тяга)
19. Складывающийся пуансон
20. Соединительный элемент
21. Оформляющий знак
Для внутренних поднутрений в отлитых изделиях, которые нельзя вывернуть или снять срывом, самым практичным решением съема является применение складывающихся пуансонов. Складывающиеся пуансоны состоят в основном из двух деталей: термо-статируемого центрального пуансона и оформляющей подвижной сегментной гильзы.
Принцип работы литьевой формы со складывающимися пуансонами аналогичен обычной форме с выталкивателем: после открытия формы устройство извлечения выталкивается вперед, перемещая сегментные гильзы по центральному пуансону. Сегменты должны самостоятельно сложиться вовнутрь и освободить изделие.
Дата добавления: 2015-08-17; просмотров: 46 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Разжимная втулка, разжимной пуансон | | | Принцип работы складывающихся пуансонов |