Читайте также:
|
Фрезерные станки— группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное.
1.
горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
2.
универсальные — с поворотным столом
3.
широкоуниверсальные — с дополнительными фрезерными головками
4.
вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
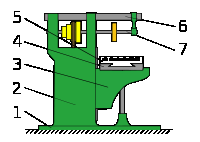
Горизонтально-фрезерный станок
1 — фундаментная плита
2 — станина
3 — консоль
4 — салазки
5 — стол
6 — хобот
7 — оправка с фрезой
Виды фрез

| Цилиндрические |

| Конические |

| Т-образные пазовые фрезы |

| Угловые фрезы |

| Насадные крупнозубые, среднезубые и мелкозубые фрезы |

| Дисковые фрезы крупнозубые, мелкозубые, среднезубые |
Смазочно-охлаждающие жидкости(СОЖ): смешиваемые и не смешиваемые с водой продукты; синтетические, полусинтетические, трехфазные для всех типов металлов и видов обработки; с коррозионно-защитными свойствами. Применяются на фрезерных станках, поливается на фрезу или деталь, уменьшает процент надлома фрезы и брака детали.
Фрезерование плоскостей
Фрезерование цилиндрическими фрезами. Цилиндрические фрезы применяют для обработки плоскостей. Цилиндрические фрезы изготавливают цельными из быстрорежущей стали с мелкими и крупными зубьями. По направлению вращения фрезы делят на право- и леворежущие.
Выбор типа и размера фрезы зависит от конкретных условий обработки.
Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей, фрезы с мелким зубом – для получистовой и чистовой обработки.
Если требуется обработать плоскую поверхность, расположенную под углом к горизонтальной плоскости, то заготовку устанавливают на универсальной поворотной плите. Поворотные плиты позволяют обрабатывать плоскости с любым углом наклона в пределах от 0 до 90°.
Фрезерование торцевыми фрезами. Торцевые фрезы предназначены для обработки плоскостей на вертикально- и горизонтально-фрезерных станках, в отличие от цилиндрических имеют зубья, распложенные на цилиндрической поверхности и на торце.
Для черновой обработки выбирают торцовые насадные фрезы со вставленными ножами. При чистовой обработке следует применять торцовые насадные фрезы с мелкими зубьями. При чистовом фрезеровании стали и чугуна твердосплавными фрезами для получения поверхности с меньшей шероховатостью подачу на зуб уменьшают, а скорость резания соответственно повышают.
Наклонные плоскости и скосы можно фрезеровать торцовыми фрезами с помощью накладной вертикальной головки, которая является специальной принадлежностью горизонтальной плоскостях.
Фрезерование пазов
Паз – выемка в детали, ограниченная плоскостями или фасонными поверхностями.
Фрезерование пазов дисковыми фрезами. Различают дисковые фрезы цельные и со вставными зубьями. Основным типом дисковых фрез являются трехсторонние. Их применяют для обработки более глубоких пазов. Они обеспечивают более высокий параметр шероховатости боковых стенок паза.
Тип и размер дисковой фрезы выбирают в зависимости от обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирают тип фрезы, материал режущей части, и число зубьев. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. При обработке труднообрабатываемых материалов и фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубом.При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, когда биение торцовых зубьев равно нулю.
Установка на глубину резания может осуществляться по разметке.Установку на глубину резания по линии разметки осуществляют пробными рабочими ходами. При этом следят затем, чтобы фреза срезала припуск только на половину углублений от кернера.
Фрезерование пазов также может осуществляться концевыми фрезами.
Задача: Из прямоугольной заготовки длиной 50 мм,шириной 12 мм и высотой 13 мм нужно получить прямоугольник шириной и высотой 1*1 см (длина остается та же).
Ход работы:Заготовку устанавливаем в машинные тески на параллельку, так чтобы ½ высоты была зажата в тисках и зажимаем её (сначала приведем к необходимым размерам высоту).
Затем лёгкими ударами молотка осаждаем до плотного прилегания с параллелькой для обеспечения параллельности. Используем горизонтально – фрезерный станок. В качестве режущего инструмента используем цилиндрическую фрезу, насаженную на оправку. Производим касание заготовкой фрезы. Фрезеруем встречным фрезерованием. Отводим заготовку от фрезы. Набираем глубину 1,5 мм по лимбу вертикально перемещая стол и фрезеруем заготовку по всей её длине. Частота вращения шпинделя 80 оборотов в минуту. И так производим 2 прохода. Затем перевернем заготовку (приведем к необходимым размерам ширину).Первый проход делаем на глубине 1,5 мм, второй на глубине 0,5 мм
Белорусский национальный технический университет
Механико – технологический факультет
Кафедра «Порошковая металлургия, сварка и технология материалов»
Дата добавления: 2015-08-20; просмотров: 264 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Подбор силы тока и диаметра электрода | | | Желание туриста привезти из путешествия что-нибудь напоминающее о пребывании в чужой стране вполне объяснимо и понятно... |