|
Читайте также: |
Поверхности деталей, обработанных на любых металлообрабатывающих станках (токарная обработка, шлифование или обработка методами пластического деформирования), имеют неровности в продольном и поперечном направлениях. Эти неровности, их форма, размеры, частота повторяемости зависят от режущего инструмента, метода и режимов обработки, материала детали, жесткости оборудования и, как следствие, от колебательных движений в технологической системе станок — приспособление — инструмент заготовка.
При оценке неровностей различают волнистость и шероховатость поверхности.
Волнистость - это совокупность периодически чередующихся возвышенностей и впадин, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу можно установить по значению отношения шага Sw к высоте неровностей Wz.
Если (Sw / Wz) < 40, то отклонения относят к шероховатости поверхности; если 1000  (Sw / Wz)
(Sw / Wz)  40, то к волнистости; если
40, то к волнистости; если
(Sw / Wz)>1000, то к отклонениям формы.
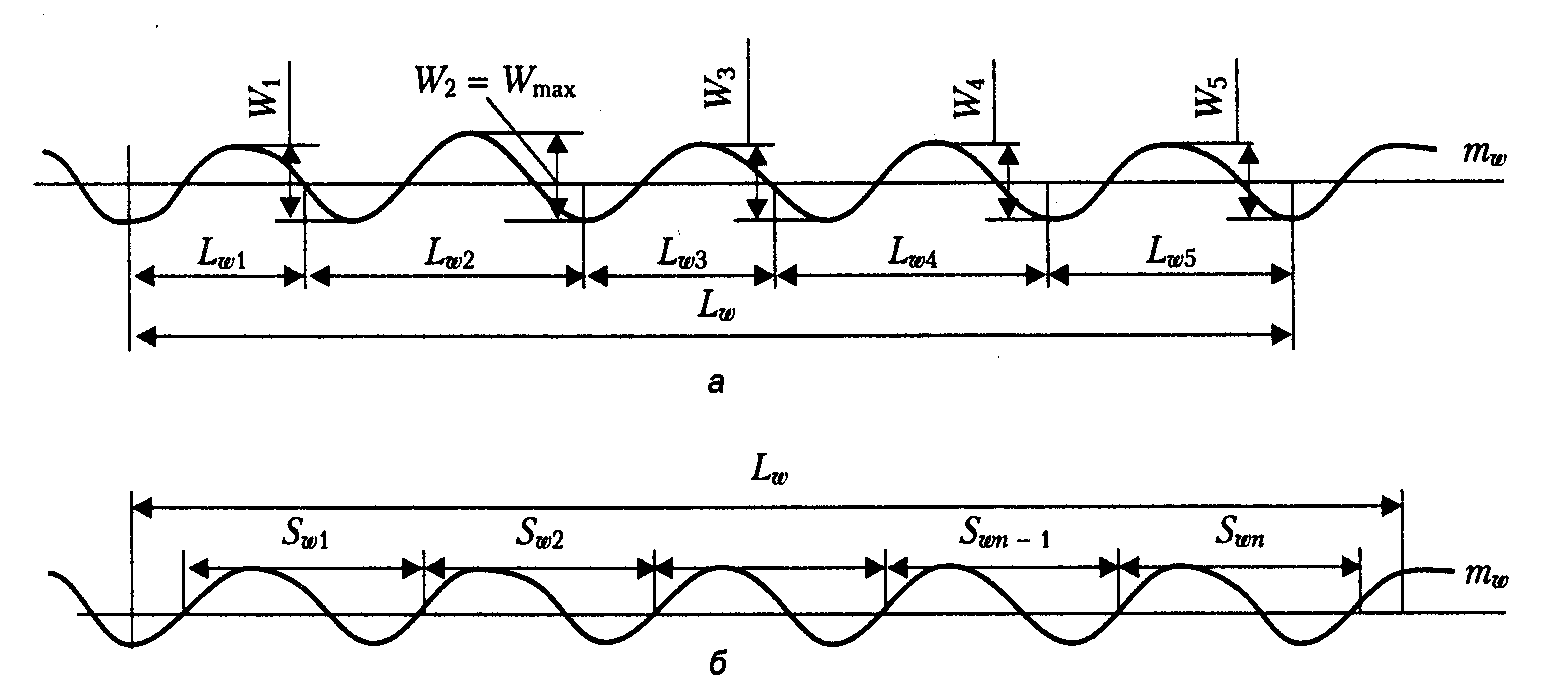
Рисунок 6.1 – Схема для определения высоты(а) и шага (б) волнистости
Высота волнистости Wz = 
Средний шаг волнистости Sw = 
Шероховатость поверхности (рисунок 6.2) — это совокупность неровностей профиля поверхности с относительно малыми шагами в пределах базовой длины.
По ГОСТ 25142—82 предусмотрены параметры для количественной оценки шероховатости, причем отсчет ведется от единой базы, за которую принята средняя линия профиля m.
Базовая длина l — длина участка поверхности, выбираемая для измерения шероховатости без учета других видов неровностей, имеющих шаг более l.
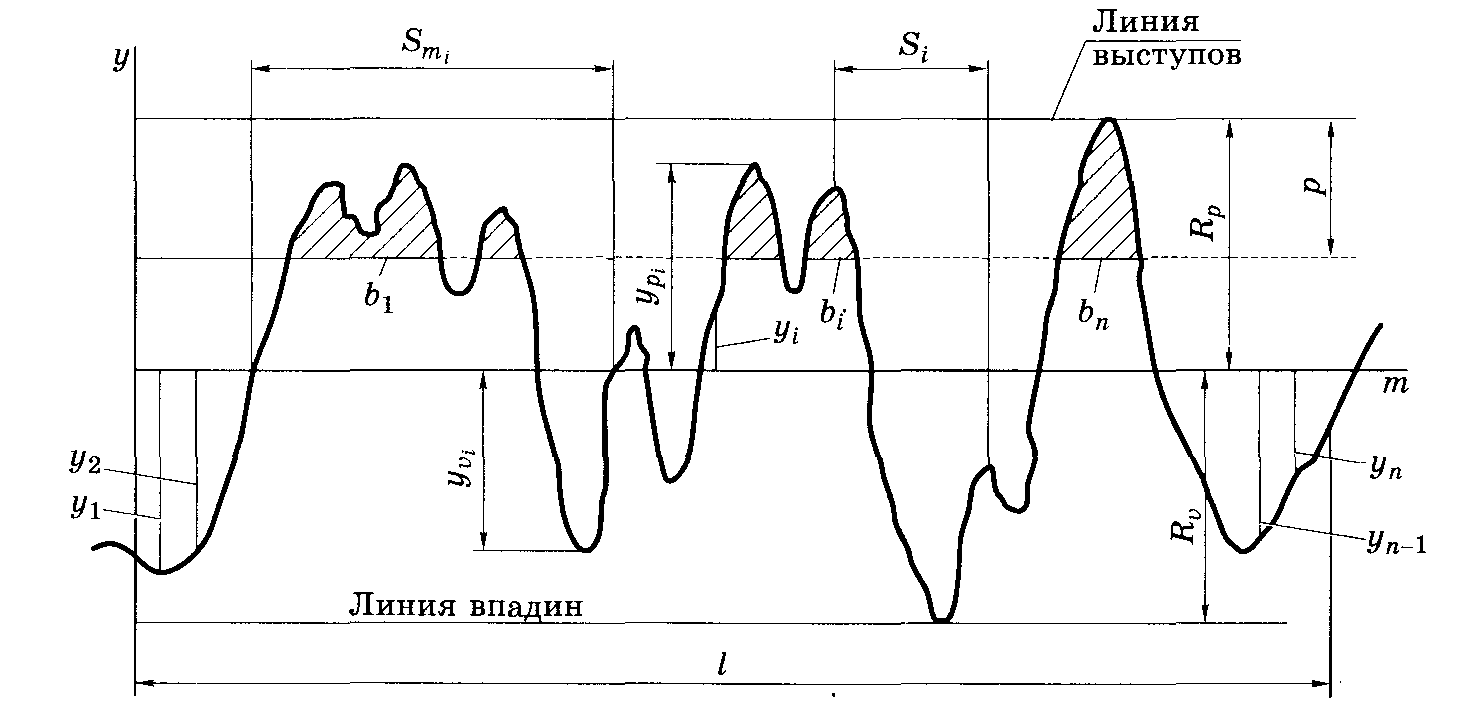
Рисунок 6.2 - Шероховатость поверхности и основные параметры ее оценки
Числовое значение базовой длины выбирается из ряда (мм): 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25. Чем больше размеры неровностей, тем больше должна быть базовая длина.
Количественную оценку шероховатости проводят по следующим основным параметрам:
- Rа - среднее арифметическое отклонение профиля;
- Rz - высота неровностей профиля по десяти точкам;
- Rmах - наибольшая высота неровностей профиля;
- Sm - средний шаг неровностей;
- S - средний шаг неровностей по вершинам;
-tp -относительная опорная длина профиля (р значение уровня сечения профиля).
Параметр Ra характеризует среднюю высоту всех неровностей профиля, Rz - среднюю высоту наибольших неровностей, Rmах наибольшую высоту профиля. Шаговые параметры Sm, S и tp введены для учета различной формы и взаимного расположения характерных точек неровностей. Числовые значения параметров шероховатости Ra, Rz, Rmах, Sm, и S нормализованы и приведены в ГОСТ 2789-73. Параметр Rа является предпочтительным.
Относительная опорная длина профиля tp характеризует фактическую опорную площадь, от которой в значительной степени зависят износостойкость подвижных соединений, прочность посадок с натягом и размер пластической деформации поверхностей при их контакте.
Дата добавления: 2015-08-02; просмотров: 195 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Обозначение на чертежах допусков формы и расположения | | | Нормирование шероховатости поверхности |