Читайте также:
|
1.1 Для изготовления полуформ на литейных конвейерах применяется формовочная машина модели ВВФ-2,5.
1.2 Формовочная машина модели ВВФ-2,5 состоит из механизма встряхивания, механизма протяжки и пульта управления.
1.2.1 Механизм встряхивания предназначен для уплотнения формовочной смеси в опоке. При изготовлении нижних полуформ производится подпрессовка с помощью грузовой плиты.
1.2.2 Съём полуформ с модельной плиты осуществляется механизмом протяжки с помощью протяжной рамы.
1.3 Техническая характеристика формовочной машины ВВФ-2,5 приведена в таблице 1.
Таблица 1
| Наименование показателя | Значение |
| Размер опоки в свету, мм длина ширина | |
| Наибольшая высота опоки, мм | |
| Ход протяжки, мм, не более | |
| Грузоподъёмность (общая масса модельной оснастки, заформованной опоки, протяжной рамы) при давлении воздуха 58,8×104 Па (6 кг/см2), т | 2,5 |
| Число встряхиваний в минуту, не менее | |
| Цикл работы машины | Пооперационный |
| Продолжительность цикла, с, не более | |
| Расход сжатого воздуха на цикл, м3, не более | |
| Высота встряхивания, мм | 40-50 |
| Производительность, съёмов/ч | |
| Наибольшие габаритные размеры машины, мм длина ширина высота | |
| Масса машины, кг, не более |
1.4 Схема формовочного участка литейного конвейера №1 приведена на рисунке 1.
1.5 Схема формовочного участка литейного конвейера №2 приведена на рисунке 2.
1.6 Схема наложения грузовой плиты на полуформу низа приведена на рисунке 3.
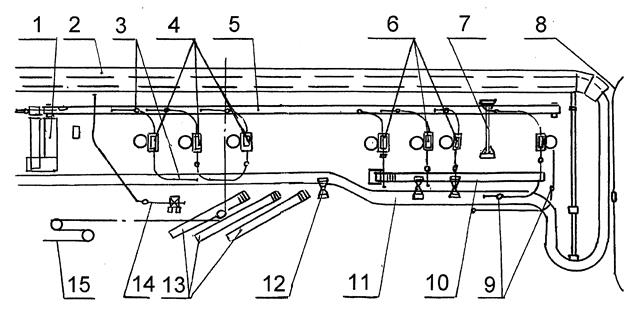
1 – полуавтомат выбивной модели 28801 МТЗ;
2 – кожух охладительный;
3 – таль электрическая ТЭ 200-51120-00 ГОСТ 22584-96;
4 – формовочная машина модели ВВФ-2,5 для изготовления полуформ низа;
5 – транспортёр ленточный;
6 – формовочная машина модели ВВФ-2,5 для изготовления полуформ верха;
7 – кран подвесной 2-6,6-6,0-6-380 ГОСТ 7890-93;
8 – монорельс;
9 – таль электрическая ТЭ 200-51120-00 ГОСТ 22584-96;
10 – транспортёр пластинчатый;
11 – конвейер литейный;
12 – кран подвесной 2-3,6-3,0-6-380 ГОСТ 7890-93;
13 – рольганг для подачи стержней;
14 – таль электрическая ТЭ 200-51120-00 ГОСТ 22584-96;
15 – конвейер подвесной для подачи стержней.
Рисунок 1 – Схема формовочного участка литейного конвейера №1
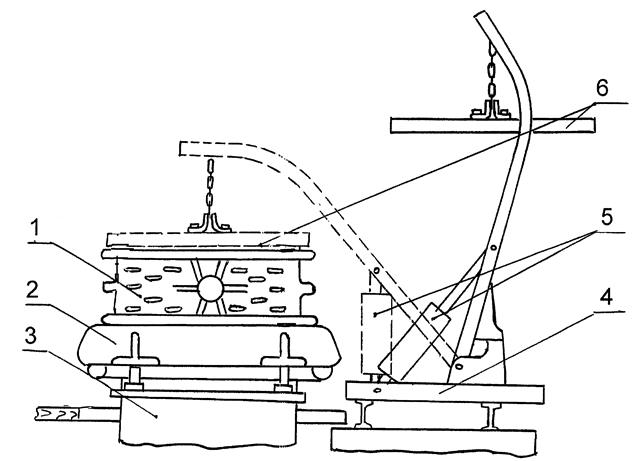
1 – полуформа низа;
2 – протяжная рама формовочной машины;
3 – механизм протяжки;
4 – рама механизма накладывания грузовой плиты;
5 – гидроцилиндр;
6 – грузовая плита.
Рисунок 3 – Схема наложения грузовой плиты на полуформу низа
Дата добавления: 2015-07-20; просмотров: 85 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Основные размеры футеровки | | | Описание автоматической формовочной линии |