|
Читайте также: |
1. Определить коэффициенты расплавления (a р), наплавки (a н), потерь на угар и разбрызгивание (y) и количества наплавленного металла при ручной дуговой и автоматической сварке (Q н). Условия проведения эксперимента и результаты опытов занести в таблицу 1.
Таблица 1
| № п/п | Электрод | Сила тока, А | Время горения дуги, с | Длина электрода, см | Вес расплавленного металла Gр, г | Вес пластины, г | Вес наплавленного металла Gн, г | Коэффициент расплавления a р, г/Ач | Коэффициент наплавки a н, г/Ач | Коэффициент потерь y, % | Производительность процесса Qн, г/ч | |||
| Марка | Диаметр, мм | До наплавки L 1 | После наплавки L 2 | До наплавки G 1 | После наплавки G 2 | |||||||||
2. Определить средние значения коэффициентов a р, a н, y и Q н ,полученные при различных режимах сварки. Результаты опытов занести в таблицу 2.
Таблица 2
| Марка электрода | Значения коэффициентов при токах | |||||||||||
| I 1 = 150 A | I 2 = 200 A | I 3 = 250 A | ||||||||||
| a р | a н | y | Q н | a р | a н | y | Q н | a р | a н | y | Q н | |
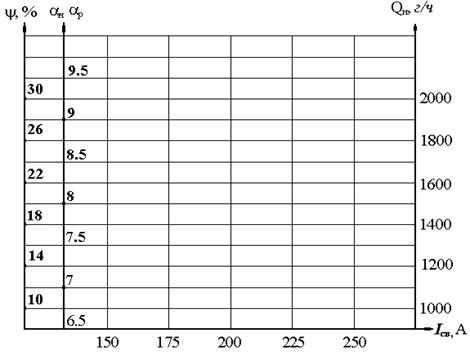
3. Построить график зависимости коэффициентов a р, a н, y и Q н от силы сварочного тока.
Дата добавления: 2015-07-25; просмотров: 106 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| III. Порядок выполнения работы | | | III. Порядок выполнения работы |