Читайте также:
|
Как правило, такой способ применим исключительно на токарных станках с ЧПУ – это обуславливается дороговизной такого инструмента и необходимой точностью обработки. Резьбовая твердосплавная пластина изготавливается в виде нескольких зубцов, повторяющих форму будущей резьбы. Как правило, процесс нарезания осуществляется за несколько проходов – с каждым разом пластина погружается в тело детали на несколько десятых миллиметра, в результате чего увеличивается и шероховатость поверхности, и срок службы этой пластины. Пластины, как правило, не затачиваются в ручном режиме – их изготавливают на специальном сложном оборудовании.
Резьба — основной элемент многих деталей. Резьбы небольших диаметров обрабатываются метчиками и плашками, а при большем диаметре резьбы обработку рекомендуется производить точением или фрезерованием. В настоящее время нарезание резьбы - обычная операция для токарных станков с ЧПУ и обрабатывающих центров, которая выполняется неперетачиваемыми сменными резьбовыми пластинами с высокой производительностью и надежностью. Профили резьбовых пластин по форме соответствуют профилю резьбы, которую они предназначены нарезать. Например, метрическую, UN, Whitworth и т.д.
Величина подачи (fn) является ключевым фактором при нарезании резьбы, т.к. она должна соответствовать шагу резьбы (р - шаг метрической резьбы, tpi - шаг дюймовой резьбы). Использование современных неперетачиваемых пластин, способных к работе на высоких скоростях резания, подразумевает высокие величины подач, равные шагу нарезаемой резьбы. Согласование шага резьбы и величины подачи на оборот облегчается ходовыми винтами токарных станков при ручном управлении или специальными управляющими программами для станков с ЧПУ.
При нарезании резьбы пластина делает определенное число врезаний (проходов) вдоль нарезаемой поверхности заготовки. Угол при вершине, самая чувствительная часть режущей кромки, при этом не перегружается, т.к. полная глубина профиля резьбы делится на несколько проходов. Так, если глубина резания за один проход (iF) равна 0,15 мм, а полная глубина резания (ар) на весь профиль резьбы - 0,94 мм, то метрическая резьба с шагом 1,5 мм будет нарезана за 6 проходов (nр). Рекомендуется уменьшать глубину резания по мере углубления резца в заготовку, поскольку при этом увеличивается эффективная длина режущей кромки/
Способы врезания
Существует три способа врезания пластины при нарезании резьбы, при этом окончательно обработанный профиль одинаков, но отличаются форма стружки, износ инструмента и качество резьбы.
Радиальное врезание (1) - наиболее распространенный и самый простой способ, при котором направление подачи при врезании перпендикулярно оси резьбы. Обеспечивает высокую точность профиля и равномерный износ пластины. Этот способ очень хорош для нарезания мелких резьб и при обработке закаленных материалов.
Не рекомендуется для резьб с крупным шагом из-за формирования жесткой V-образной стружки и повышенного давления на вершину.
Модифицированное врезание (2) - это способ, когда врезание происходит вдоль прямой, расположенной под небольшим углом к стороне профиля резьбы. Отклонение направления врезания в 3°-5° делает нагрузку на пластину более благоприятной и повышает точность профиля резьбы. Данный способ дает возможность направить стружку в нужную сторону. Улучшается сход стружки и процесс резания приближается к продольному точению
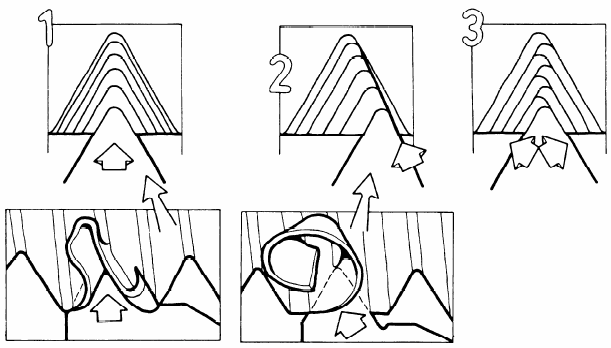
При использовании резьбовых пластин с геометрией С уменьшается образование тепла на режущей кромке и повышается надежность операции. Используя указанный способ, можно уменьшить тенденцию к возникновению вибраций, особенно при обработке резьб с большим шагом, когда значительно увеличивается эффективная длина режущей кромки.
Боковое двустороннее врезание (3) обычно применяется при обработке резьб с большим профилем. Сначала делается несколько проходов при врезании в одну сторону, затем резец углубляется и делается несколько проходов при врезании в другую сторону, и так до тех пор, пока не будет полностью обработан весь профиль. Этот способ врезания обеспечивает минимальный и равномерный износ пластины, особенно при нарезании резьб с крупным шагом. Последние проходы могут быть сделаны с радиальным врезанием для повышения точности профиля.
Очень крупные резьбы обрабатываются начерно простой трехгранной пластиной, закрепленной на державке типа MTEN, а последний проход выполняется резьбовой пластиной.
Типы пластин для резьбонарезания
Существует три типа пластин для нарезания резьб:
• пластины с полным профилем (1), которые обрабатывают полный профиль резьбы, включая вершины. Для каждого профиля и шага резьбы нужна отдельная пластина. Не требуется особой точности по наружному диаметру, поскольку допускается выступание вершин резьбы на 0,03-0,07 мм. Снятие заусенцев после нарезания резьбы обычно не производится, за исключением заходной части резьб при обработке мягких материалов.
• пластины с неполным профилем или V-профилем (2) могут быть использованы для обработки резьб с различными шагами при одном угле профиля резьбы, т.к. вершины резьб ими не обрабатываются. При резании такими пластинами необходимо предварительно и достаточно точно обработать наружный диаметр, кроме того, требования к радиусу на вершине резьбы не должны быть жесткими
• многозубые пластины (3) обрабатывают полный профиль резьбы при меньшем числе проходов, что приводит к повышению производительности и стойкости пластин по сравнению с однозубыми обычными пластинами с полным профилем. При обработке резьбы многозубой пластиной длина прохода несколько увеличивается, требуется большая жесткость станка, так как увеличивается длина режущих кромок, находящихся в резании. Врезание должно производиться в соответствии со специальными рекомендациями.
9 Прогрессивные инструменты, применяемые на обрабатывающих центрах при нарезании внутренней резьбы
Дата добавления: 2015-07-12; просмотров: 469 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Способы нарезания резьбы на токарных станках | | | ОБРАБОТКА ВНУТРЕННЕЙ РЕЗЬБЫ |