|
Читайте также: |
Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазочным материалом или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые из твердых пород дерева и т. п. В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния и др., а в качестве пасты — окись хрома, окись алюминия, крокус, венскую известь и др. Во время притирки абразивный порошок смачивают керосином или скипидаром. На притирку оставляют припуск, примерно равный 0,005—0,02 мм.
На притирочных станках (рис. 10.3) можно обрабатывать различные наружные и внутренние поверхности, в том числе и плоские, притирать шейки коленчатых валов, кулачки распределительных валиков, концевые меры, пробки-калибры, зубчатые колеса и т. п. В корпусе станины 1 помещен привод притира 5. Притир 3, соединенный со шпинделем станка, помещенным в колонне 2, получает вращательное движение и перемещение по вертикали.
Притирка деталей осуществляется притирами 3 и 5, между которыми помещен сепаратор 4. Обрабатываемые заготовки свободно помещаются в гнездах сепаратора, который расположен либо эксцентрично относительно осей притиров, либо концентрично. В первом случае сепаратор свободно насажен на ось, которая вращается в направлении притира 5. Во втором случае сепаратор получает колебательное возвратно-поступательное движение от отдельного привода.
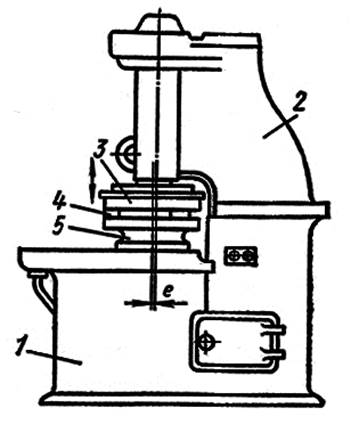
Рис. 10.3. Притирочный станок, работающий металлическими дисками.
Сепараторный диск (рис. 10.4, а)имеет поперечное перемещение для изменения эксцентриситета е его оси относительно оси вращения металлических притиров; это необходимо для обеспечения равномерного изнашивания притиров. Примерная относительная траектория заготовки во время обработки показана на рис. 10.4, б.
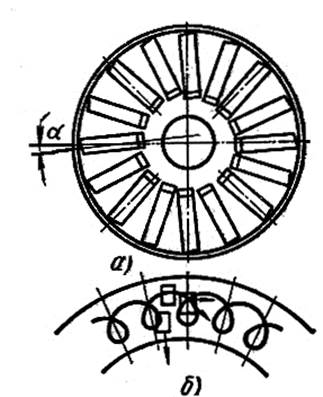
Рис. 10.4 Сепаратный диск
Универсальный притирочный станок 3816 (рис. 10.5) предназначен для обработки плоских и цилиндрических поверхностей. Шпиндель 5 станка вращается от электродвигателя (N = 7,8 кВт) через клиноременную передачу 150/375, червячную передачу 4/40,карданный вал // с двумя универсальными шарнирами и клиноременную передачу 320/352. В результате этого притир 2 также получает вращательное движение. Вращение нижнему диску 1 передается от того же электродвигателя через вал ///, червячную передачу 4/40 и втулку 8.
При обработке плоских поверхностей сепаратору сообщается принудительное колебательное движение от кривошипного пальца 3. Палец 3 укреплен в шайбе 7, и его можно радиально перемещать для изменения эксцентриситета, что позволяет изменять величину колебательного движения сепаратора. Шайба 7 вращается от вала /// через червячную передачу 4/40, цилиндрические пары 40/80, 34/86 и вал /. При притирке цилиндрических поверхностей во избежание завала их концов сепаратор остается во время работы неподвижным, для чего выключают муфту 9.

Рис. 10.5 Кинематическая схема притирочного станка 3816
Подвод и прижим притира 2 к обрабатываемым заготовкам осуществляется гидромеханизмом, работающим от шиберного насоса, который работает от отдельного электродвигателя мощностью 1 кВт (насос и электродвигатель на схеме не показаны). Гидромеханизм имеет гидроцилиндры 4 и 6, поршневые штоки которых соединены с патроном притира 2. Станок снабжен механизмом для автоматического останова после окончания притирки, продолжительность которой задается.
Дата добавления: 2015-09-05; просмотров: 463 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ | | | ХОНИНГОВАЛЬНЫЕ СТАНКИ |