|
Читайте также: |
Маршрут обработки может содержать специальные технологические команды - технологические объекты не связанные с непосредственной обработкой (снятием металла). При помощи технологических команд Вы можете задать общие особенности процесса обработки, такие как начальная, или конечная точка движения инструмента, плоскость холостых ходов и др.
Технологические команды расположены на панели “Команды”.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 – инструмент (назначение и корректировка инструмента); 2 – начало цикла (определение начала цикла в ПСК); 3 – безопасная позиция (задание безопасной позиции); 4 – плоскость холостых ходов; 5 – перезахват (задание перезахвата для прессов с ЧПУ); 6 – стоп (осуществление программного останова станка и УП с выключением шпинделя); 7 – останов (осуществление программного останова станка и УП без выключения шпинделя); 8 – отвод (перемещение инструмента из текущего положения в безопасную позицию); 9 – аппроксимация (задание максимального значения погрешности при аппроксимации кривой); 10 – поворот (поворот оси шпинделя вокруг 1, 2, 3-х осей вращения текущей системы координат); 11 – комментарий (создание комментария); 12- вызов программы (выполнение программы); 13 – вызов цикла (выполнение цикла в заданной точке); 14 – команда пользователя (произвольная технологическая команда, параметры которой определяются пользователем); 15 – Ручной ввод (ручной ввод CL DATA); 16 – Контрольная точка.
Технологическая команда может быть задана в любой момент проектирования обработки.
Технологическая команда «Инструмент»
Технологическая команда Инструмент устанавливает параметры инструмента, который будет использован в последующих технологических переходах. Как правило, команда Инструмент используется перед вызовом подпрограмм или станочных циклов.
Параметры технологической команды Инструмент задаются в диалоге «Инструмент». ADEM CAM позволяет задать геометрические параметры инструмента, корректоры, а также форму режущей части для токарного резца.

Тип инструмента. Различные типы технологических переходов требуют инструмент различного типа. Например, для выполнения перехода Фрезеровать необходим инструмент фреза, для перехода Пробить — пуансон.

| Такие параметры инструмента, как Длина, Угол, R.Скругл, Диаметр и Вылет задают форму инструмента.
Для задания размера инструмента используется один из параметров: радиус, диаметр, ширина (для резца) или сечение (для пуансона). Чтобы задать ширину прорезного (отрезного) резца, выберите тип параметра Ширина и и введите соответствующее значение в поле диалога в группе Размер. Знак определяет положение настроечной точки резца в соответствии с направлением осей координат.
Технологическая команда «Начало цикла»
Технологическая команда «Начало цикла» задает положение начала цикла (настроечной точки инструмента) в пользовательской системе координат. За настроечную точку инструмента принимают либо базовую точку шпинделя или резцедержателя, либо вершину какого-либо участвующего в обработке, или фиктивного инструмента. В системе реализовано три способа задания положения начала цикла (НЦ): · номером системы координат; · номерами корректоров с координатами положения инструмента; · значениями координат по каждой оси. Первые два способа задают положение инструмента неявно. Способ установки начала цикла детали зависит от типа станка и системы ЧПУ, а также от того, в какой системе координат, абсолютной или относительной, формируются перемещения инструмента. Неявный способ задания положения начала цикла допускается только при перемещениях в абсолютной системе координат станка. При явном способе установки нуля в управляющую программу (УП) выдаются команда установки нуля и координаты положения инструмента. При неявном способе - только команда установки нуля, а координаты положения инструмента определяются значением корректоров или считываются из памяти. Технологическая команда «Начало цикла» может задаваться многократно для переопределения координат положения инструмента, например, при обработке корпусных деталей, и должна предшествовать первому перемещению, заданному относительно вновь определяемого начала отсчета. В системе реализовано три способа задания положения начала цикла (НЦ): номером системы координат, номерами корректоров и значениями координат по каждой оси.
|
Технологическая команда «Безопасная позиция»
Безопасная позиция - это точка или плоскость, куда отводится инструмент перед сменой, перед поворотом детали в рабочем пространстве станка, перед сменой стола спутника, а также по команде ОТВОД.

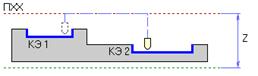
Технологическая команда «Плоскость холостых ходов»
Плоскость холостых ходов (ПХХ) - это плоскость, по которой выполняются холостые перемещения инструмента при переходе от одного конструктивного элемента к другому. Перемещение на холостом ходу через действующую ПХХ формируется следующим образом:

| по кратчайшему расстоянию из конечной точки обработки в ПХХ; |
|
| по кратчайшему расстоянию в новую точку на ПХХ; |
|
| по кратчайшему расстоянию из ПХХ в начальную точку обработки следующего КЭ. |
Дата добавления: 2015-08-27; просмотров: 134 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Тип обработки. В ADEM CAM существует несколько типов обработки для нарезания резьбы на токарных станках. | | | Параметры плоскости холостых ходов |