|
Читайте также: |
Вакуумные приводы. Вакуумные приводы приспособлений применяют для непосредственной передачи атмосферного давления на закрепляемую деталь. В приспособлениях с вакуумным зажимом между базовой поверхностью детали и полостью приспособления создается разрежение - вакуум, и обрабатываемая деталь прижимается к опорным поверхностям приспособления избыточным атмосферным давлением. Приспособления с вакуумным зажимом применяют при чистовой обработке нежестких деталей, которые могут деформироваться при приложении сил зажима на небольших поверхностях детали.
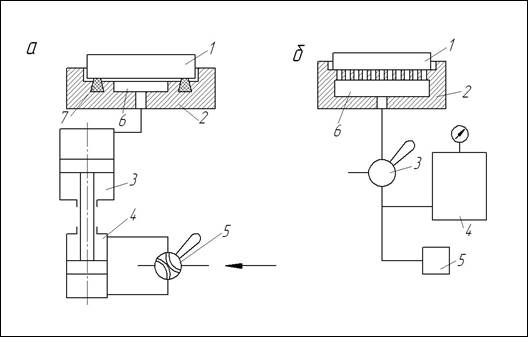
Рисунок 1.1 - Схемы приспособлений с вакуумным приводом:
а - с применением пневмоцилиндра; б - с применением вакуумного насоса
На рисунке 1.1, а, б даны схемы вакуумных зажимных устройств. В корпусе 2 приспособления (рисунок 1, а) имеется центрирующая выточка, в которую плоской базовой поверхностью устанавливают обрабатываемую деталь 1. Между нижней поверхностью детали 1 и корпусом 2 приспособления образуется изолированная от атмосферы полость 6, соединенная каналом с вакуумным цилиндром 3, работающим от пневмоцилиндра 4 с распределительным краном 5. При создании вакуума в полости 6 избыточное атмосферное давление равномерно прижимает обрабатываемую деталь 1 к установочной поверхности корпуса 2 приспособления. Герметичность полости б приспособления обеспечивает резиновый уплотнитель 7. После обработки детали полость в сообщается с атмосферой и обрабатываемая деталь 1 разжимается.
Сила зажима W [Н (кгс)] обрабатываемой детали в вакуумном приспособлении зависит от величины полезной площади вакуумной полости и определяется по формуле

где ра - атмосферное давление, Па (кгс/см2); ro = 0,01 ¸ 0,015 - остаточное давление в камере после разрежения, МПа (ro = 0,1 - 0,15 кгс/см3); F - площадь, ограниченная внутренним контуром резиновой прокладки, см2;
рy - упругая сила сжатой резиновой прокладки, И (кгс); рu = рa - po - избыточное давление [должно быть не меньше 0,07 МПа (0,7 кгс/см2), так как меньшее не обеспечивает надежного закрепления детали].
Остаточное давление ro = 0,01 ¸ 0.015 МПа (0,1 ¸ 0.15 кгс/см2) является оптимальным и применять более глубокий вакуум не следует, так как значительно возрастает стоимость привода, а сила прижима детали увеличивается незначительно. В приспособлении 2 (рис. 1, б) для равномерного прижима детали 1 к плите па ее установочной поверхности имеется большое количество мелких отверстий, сообщающихся с вакуумной полостью 6 при закреплении детали. Приспособление с вакуумным приводом включает распределительный кран 3, ресивер 4 для быстрого образования вакуума в полости 6 приспособления и вакуумный насос 5. Образование вакуума в индивидуальных и групповых устройствах создастся центробежными многоступенчатыми, поршневыми одно- и двухступенчатыми насосами и т.д.
Управление вакуумным приспособлением производится четырех- или трехходовым краном, который подключает вакуумное приспособление к пневмоцилиндру или к насосу или соединяет вакуумную полость приспособления с атмосферой. Сила зажима детали в вакуумном приспособлении контролируется ртутным манометром.
Вакуумные приспособления применяют для крепления тонких пластинчатых деталей при чистовой обработке.
Рабочая площадь ограничена габаритными размерами закрепляемой заготовки. Для получения максимальной силы зажима надо стремиться использовать в качестве полезной всю опорную поверхность заготовки. Отсутствие механических зажимных устройств в вакуумном приспособлении облачает установку и съем заготовок, позволяя использовать всю поверхность плиты.
Вакуумные приспособления применяются в основном на шлифовальных и токарных станках. Электростатические приводы используют в зажимных приспособлениях для закрепления немагнитных заготовок, а также тонких и мелких ферромагнитных заготовок, которые не могут быть закреплены на магнитных приспособлениях с обычным шагом между полюсами. На плоскошлифовальных и токарных станках применяют соответственно электростатические плиты и патроны.
В электростатических плитах заготовки притягиваются к зеркалу плиты под действием статических электрических зарядов противоположной полярности. Поверхность плиты имеет полярность одного знака, а полярность заготовки - противоположного. В основание стола встроен нагревательный элемент малой мощности, поддерживающий температуру рабочей поверхности стола на несколько градусов выше, чем температура окружающей среды, что предотвращает конденсацию влаги из воздуха.
Заготовки устанавливают на поверхность плиты в жидкий диэлектрик для предотвращения попадания воздуха (между заготовкой и диэлектрической пленкой), вызывающего ионизацию, сокращающую количество электрических зарядов на поверхности заготовки. При закреплении на плите нескольких мелких заготовок они обязательно должны контактировать друг с другом и по меньшей мере одна из них должна контактировать с токопроводящей пластиной. Электростатические плиты особенно эффективны при шлифовании тонких заготовок.
Плита состоит из полупроводникового элемента, изолированного от чугунного корпуса и основания диэлектрическими прокладками. Полупроводниковый элемент через токопроводящий слой соединен с одним полюсом выпрямителя, а токопроводящая пластина через корпус и основание - с противоположным полюсом, к которому подводится переменный ток напряжением 110 В, преобразуемый в постоянный ток напряжением 3000 В. На зеркало полупроводникового элемента нанесен слой J эпоксидной смолы.
Заготовку устанавливают таким образом, чтобы она контактировала с пластиной. При замыкании электрической цепи постоянный ток небольшой силы подводится к полупроводниковому элементу и заготовке, получающим заряды статического электричества противоположной полярности, вследствие чего заготовка притягивается к поверхности плиты.
Электростатические плиты используются для закрепления заготовок из алюминия, бронзы, меди, магния и других подобных материалов. На них также могут быть закреплены заготовки из диэлектрических материалов - стекла, керамики, пластмассы, резины и т. д. Заготовки из таких материалов предварительно покрывают металлическим порошком или токопроводящим
лаком.
По сравнению с магнитными плитами электростатические создают меньшие силы притяжения. Для надежного закрепления заготовки необходимо, чтобы ее установочная поверхность имела небольшую шероховатость. Пружинные приводы зажимных механизмов приспособлений обеспечивают закрепление заготовок за счет силы упругости пружин, а раскрепление - пневматическими, гидравлическими, электромеханическими приводами или приводами подвижных частей станка.
При этом достигается полная безопасность закрепления заготовок. Однако силы зажима колеблются в зависимости от изменения допуска размера заготовки. В тисках с пружинным зажимом и гидравлическим разжимом пакет тарельчатых пружин, воздействуя на подвижную губку, закрепляет заготовку.
Для разжима заготовки в гидроцилиндр подается масло под давлением. Поршень гидроцилиндра, сжимая пакет пружин, разжимает заготовку. Прибор для контроля силы зажима в станочных приспособлениях измеряет
статическую силу зажима заготовки. Современные станки и прогрессивные режущие инструменты позволяют постоянно увеличивать скорость обработки.
Высококачественные и мощные приспособления, например патроны с 2...6 кулачками для токарных станков, обеспечивают большую силу зажима, что способствует максимальному повышению точности и скорости обработки. В соответствии с требованиями международных стандартов состояние приспособлений, применяемых при высокоскоростной обработке, необходимо регулярно проверять.
С этой целью используют специальные электронно-механические приборы. С помощью прибора измеряют силу зажима в патроне в зависимости от числа кулачков; определяют коэффициент зажима заготовки (отношение силы зажима к осевому усилию, возникающему при резании); контролируют наличие смазки и определяют интервалы между ручной или полуавтоматической ее подачей.
Прибор позволяет оптимизировать выбор зажимного приспособления для различных заготовок. На основе информации, полученной с помощью прибора, планируют профилактическое и ремонтное обслуживание приспособлений. Прибор включает в себя считывающую головку, датчик усиления и электронную систему, приводящую в действие микропроцессор со сложным программным обеспечением.
Прибор работает следующим образом. Микропроцессор умножает значение силы на кулачке на предварительно заданное число кулачков и выдает общее усилие в патроне на дисплей прибора. По этим данным определяют степень надежности закрепления заготовки в патроне.
Последние результаты измерений сохраняются в памяти прибора после его выключения. Измерения производятся сразу после включения прибора. Аккумулятор и сетевой адаптер обеспечивают бесперебойную работу. Эргономичный корпус прибора выполнен из алюминия. Жесткость конструкции позволяет использовать его в условиях завода.
Дата добавления: 2015-08-18; просмотров: 959 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ВВЕДЕНИЕ | | | РАСЧЕТ ВАКУУМНЫХ ЗАХВАТНЫХ УСТРОЙСТВ |