|
Читайте также: |


Расчет размеров исходной заготовки:
Vисх=Vп + Vпер+Vоб+ Vуг
Vисх=28+1.2+12.8=42 см3
Vоб=(0.6-0.8)*0.8*20=12,8
Lисх=  =4*42/3.14*302=59.4 см
=4*42/3.14*302=59.4 см
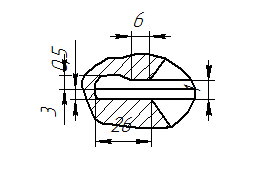
Расчет построения эпюр сечения:
F=Fэ+(0.6-0.8)*80
F1=28.7+96=670 мм2
F2=300+96=396
F3=28+96=376
F4=220+96=316
Расчет построения эпюр диаметров:
d=1.13*F0.5
d1=6700.5*1.13=29.2
d1=3960.5*1.13=22.4
d1=3760.5*1.13=21.9
d1=3160.5*1.13=20
Последовательность основных операций штамповки:

Выводы:
Подготовка заготовок перед штамповкой позволяет уменьшить отходы металла в облой а также повысить стойкость штампов.Штамповочные ручьи для длинноосных паковок затрудняют перемещение металла вдоль ручья для этого производят фасонирование т.е. переменное поперечное сечение по длинне.В случае не достаточного усилия пресса может произойти не доштамповка т.е металл не полностью заполнит углы в ручье.Объемная штамповка обладает высокой точностью, поэтому штамповочные паковки подлежат механической обработке только по сопрягаемым поверхностям.
Дата добавления: 2015-08-18; просмотров: 69 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Горячая объемная штамповка | | | Каноны Вечности |