|
Читайте также: |
Пропитка двух стадийная:
1. нагрев до 110 комбинированный (котел + током по жиле), выдержка 35 часов с вакуумированием последующие 16 часов, остаточное давление 3 мм рт.ст
2. нагрев до 100 при остаточном давлении 0,1 – 0,2 мм рт.ст., потом температуру снижают до 60- 70 и осуществляют промывку по центральному каналу углекислым газом.
Масло фильтровано и дегазировано.
Сушка много стадийная
· При атмосферном давлении комбинированный обогрев до 100, плотность тока для обогрева 0,6 – 0,8 мА/мм2.
· Вакуумирование до остаточного давления Р <= 1 мм рт.ст и выдержки при заданной температуре 3 – 5 суток
· Затем ↓ давление и ↑ нагрев до 105, 110 0 Р <= 0,5 мм рт.ст, выдержка 2,5 – 3 суток
· Затем пропитка при низком давлении (выдавливание газовых включений, не возможно осуществить продувку) выдержка 30 часов
· Затем ↓ давление Р <= 0,1 – 0,2 мм рт.ст над поверхность состава и заполнение N (азот), занимает 40 часов
· Охлаждение кабеля в азоте до температуры окружающей среды
· Наложение временной (свинцовой) оболочки
 5.7 Агрегат для сушки и пропитки кабеля до 35 кВ
5.7 Агрегат для сушки и пропитки кабеля до 35 кВ
1 – массоварочный котел для подготовки варки пропиточного сотава
Массосварочные котлы представляет собой стальные резервуары емкостью около 10 м3. Обогрев котлов производится с помощью паровых рубашек. Снаружи котлы покрывают тепловой изоляцией. Температура в котле регулируется количеством и давлением подаваемого в рубашку пара.
 Варка массы происходит при температуре около 125 °С, поэтому для предотвращения окисления составов в котле поддерживается вакуум с остаточным давлением (5—6) • 103 Па.
Варка массы происходит при температуре около 125 °С, поэтому для предотвращения окисления составов в котле поддерживается вакуум с остаточным давлением (5—6) • 103 Па.
1-корпус, 2 – нагревательный элемент (ПАР),
3 – крышка, 4 – ввод ингредиента, 5- мешалка, 6 – электропривод, 7 – вывод твердго осадка, 8 - окошко
2 - устройство фильтрации и дегазации. Фильтр состоит из разного набора сеток. Грубый фильтр, тонкий фильтр (через слой картона).
Способы дегазации:
1- дегазация в каплях (менее эффективен) используется на 1 стадии дегазации
2- в пленках (материал растекается по поверхности тарелок) Минус: ограниченность поверхности с которых удаляется газы, ДЛЯ 1 ступени дегазации
 3- пропускание через слой материала
3- пропускание через слой материала
3 - устройство для хранения готовой массы и подачи ее. (обычный котел Р = 5 – 6,5 Па)
4 - сушильный котел (СПА)
 - с центарльным вакуумным каналом
- с центарльным вакуумным каналом
- без центрального вакуумного канала. Плюс загрузка любого барабана, нет корзин., Минус сложности в создании необходимого остаточного давления.
1- Корпус СПА, 2 -Паровая рубашка
3- Керн, 4- Паровая рубашка керна, 5 Решетка
6- Корзины с кабелем, 7 Токовые вводы, 8-Вакуумный трубопровод, 9 Конденсационная колонка, 10- Вакуумный насос, 11- Вакууметр, 12- Смотровое окно, 13- Прокладки (свинцовые уплотнитель или байомедный), 14- Крышка
5 - конденсационная колонка – для удаление влаги из воздушной среды идущая от сушки изделия. Охлаждающая среда вода.
 6 - токовая установка – тиристорная (для подогрева тпж)
6 - токовая установка – тиристорная (для подогрева тпж)
7 - вакуумная система
* Индивидуальна вак.система на СПА
Используется если аппаратов всего 1¸2.
+ быстрое достижение окончательного давления
- самая дорогая
* Вакуумные системы с форвакуумной линией.
1-  СПА 2- Колонка 3-Насос 4-Форвакуумная линия, к которой подсоединен аппарат на время нагрева, когда отдаётся наибольшее количество влаги
СПА 2- Колонка 3-Насос 4-Форвакуумная линия, к которой подсоединен аппарат на время нагрева, когда отдаётся наибольшее количество влаги
5 Водокольцевой насос.
На начальном этапе общая вакуумная система. Для окончательной откачки работают насосы.
+ цена ниже, - время выше
* Ступенчатая вакуумная система.
1- 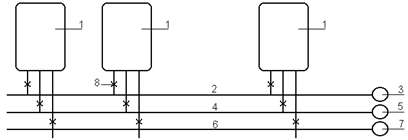 СПА
СПА
2- Первая вакуумная линия
3- Насос
Как только в СПА давление достигает определённого значения, его переключают на вторую линию (4). С линией (4) работает насос (5). Так же на третью линию (6) с насосом (7) (для высоковольтных кабелей).
Используется когда выпускаются кабели до 10 кВ.
минусы: При подключении первого аппарата приходится отключать все работающие. (увеличивается время сушки)
Плюс время достижении вакуума самое высокое, но трудно добится низких давлений.Самая жешовая
На заводах в основном используют форвакуумеую схему.
Основные элементы: вакуумные насосы, вентиля, вакуумные приводы.
Требования к системам:
1. Выбранный насос должен обеспечить необходимый вакуум.
2. Должен обеспечить минимальное время откачки, т.е насос с большей производительностью.
Достигается:
1. наименьшей длиной трубопровода
2. уменьшение числа перегибов вакуум провода
3. правильный выбор насосного оборудования
Дата добавления: 2015-08-17; просмотров: 83 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Кинетика процесса пропитки | | | Выбор токовой установки |