Читайте также:
|
|
|

|

|
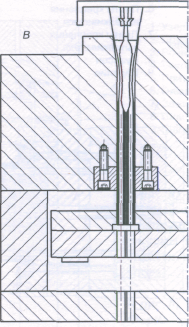
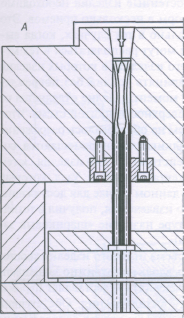
Рис. 6.35
а — сечение формы с двухсторонним гибким выталкивателем; положение \(А); положение II (В);
b — сечение формы с односторонним гибким выталкивателем; положение I (А); положение II (В)
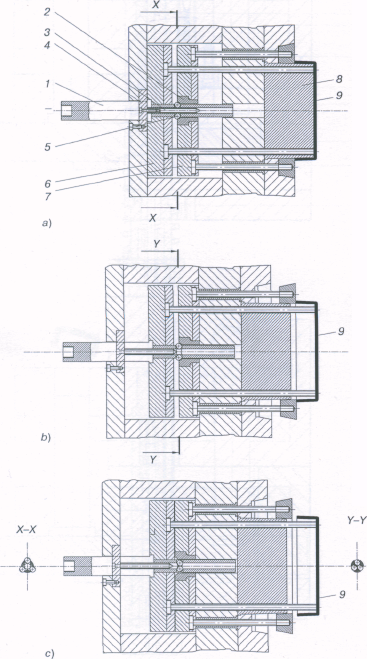 Двухступенчатый выталкиватель1
Двухступенчатый выталкиватель1
1. Хвостовик 6. Плиты крепления
2. Втулка выталкивателя
3. Неподвижный палец 7. Плиты крепления
(стержень-ограничитель) выталкивателя
4. Опорная шайба 8. Пуансон
5. Шарики 9. изделие
Крупные тонкостенные изделия необходимо извлекать из форм в несколько приемов. Это особенно актуально в тех случаях, когда выталкиватели не могут располагаться в тех местах отливаемого изделия, в которых изделия способны воспринять усилия без повреждения. В первый момент изделие отделяется от формующей поверхности плитой съема. Чтобы под изделием не образовалось разрежение (вакуум), выталкиватели перемещаются совместно и воздействуют на дно изделия. Затем они уже одни двигаются далее. Узел, который используется в данном случае для достижения двухстадийного извлечения, получил в технической литературе название «шариковый затвор (фиксатор)».
В процессе съема отлитого изделия хвостовик (7) двигаясь вдоль неподвижно закрепленного пальца (стержня) (J) заставляет перемещаться систему выталкивания. Обе ступени толкающей системы двигаются одновременно благодаря вставленным шарикам (5), поэтому изделие равномерно отделяется от пуансона (S). Затем плиты толкания выдвигаются настолько далеко в сторону линии разъема формы, что стержень-ограничитель (3) больше не сдерживает шарики. Эти шарики сдвигаются в паз и дальше действуют только плиты выталкивателей (7).
Из-за действия высокой нагрузки шарики, рабочие втулки и палец должны подвергаться закалке. Для надежной работы этих форм при параметрировании и компоновке отдельных элементов следует обращать внимание на то, чтобы было обеспечено вращающееся движение шариков. Это достигается за счет того, что диаметр шарика выполняется больше, чем диаметр пальца2.
Рис. 6.36
а — положение I; b — положение II; с — положение III
2 Такая конструкция формы, где окончательный съем изделий осуществляется выталкивателями, целесообразна в том случае, когда предусматривается принудительный возврат выталкивающей системы до смыкания формы. В ином случае желательно окончательный сброс изделия производить плитой съема.
Дата добавления: 2015-08-17; просмотров: 77 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Двухступенчатый выталкиватель | | | Литьевая форма с ползунами и механизмом |