|
Читайте также: |
Соединительные швы. К соединительным швам относятся стачные швы, расстрочные, настрочные, накладные, запошивочные, двойные швы и шов взамок.
Стачной шов (рис.1) применяется для соединения основных срезов изделия. Выполняется шов обычной прямой двух ниточной строчкой, а на трикотаже и материалах с большой растяжимостью — узкой зигзагообразной.

Рис.1
Для выполнения шва сложите детали лицевыми сторонами внутрь, совмещая срезы и скалывая их булавками. Сметайте, удаляя булавки, и стачайте, делая в начале и конце строчки закрепки (3 — 5 стежков обратным ходом). Нитки сметывания удалите и разутюжьте (шов вразутюжку (рис. 2,а) или заутюжьте (шов взаутюжку (рис. 2,б).

Рис. 2
В некоторых случаях шов приутюживают на ребро (рис. 3), направляя припуск шва в одну сторону, а деталь в другую. Применяют такой шов, например, на юбках из клиньев годе, в нижней части проймы.2см.

Рис. 3
У швов взаутюжку и на ребро можно оба среза обметывать вместе. Ширина швов от 0,5 до 2 см.
Накладной шов имеет два вида — с открытым срезом (для соединения деталей подкладки и прокладок (рис.4,а) и с закрытым срезом (для пришивания кокеток, карманов и других накладных деталей (рис. 4,б).

Рис. 4
В первом случае детали накладывают одна на другую с заходом срезов на 1,5 — 2см и соединяют прямой или зигзагообразной строчкой. Во втором случае срез верхней детали подгибают внутрь на нужную величину, заутюживают, накладывают по намеченным линиям на нижнюю деталь, приметывают и настрачивают. Ширина шва зависит от модели.
Настрочной шов выполняют в два приема. Для этого нужно сложить детали (срез нижней расположен от линии стачивания на расстоянии ширины отделочной строчки плюс 0,5-1см) и стачать на расстоянии 0,5см от верхнего среза (рис.5,а). Затем отогнуть верхнюю деталь, закрывая шов, и настрочить, отступая от сгиба на нужную величину (рис.5,б). Этот шов применяется для притачивания кокеток, присоединения других деталей.
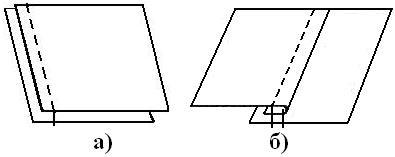
Рис. 5
Двойной («французский», или выворотный) шов используется при пошиве изделий из сыпучих тканей и белья. Для выполнения шва нужно сложить детали изнанкой внутрь, уравнивая срезы, и стачать на расстоянии 0,3 — 0,4см от среза (рис.6,а).

Рис. 6
Затем разутюжить шов, перегнуть деталь и прострочить второй раз, отступая от края на 0,4 — 0,7см (рис.6,б). При этом припуски первого шва оказываются закрытыми внутри второго. На рисунке 6,в показан двойной шов на ребро.
Бельевой запошивочный шов, или «шов в замок», применяется при пошиве белья, спортивной и спецодежды (рис.7).

Рис. 7
Для выполнения запошивочного шва нужно сложить детали, перепуская нижний срез на 0,5см, сметать и стачать на расстоянии 0,3 — 0,5см от среза верхней детали (рис. 7,а). Шов расправить, обогнуть большим припуском меньший, отвернуть шов в сторону меньшего припуска (рис. 7,б) и настрочить строчкой на расстоянии 0,1- 0,2см от сгиба припуска (рис. 7,в).
2. Параметры влажно тепловой обработки и их влиятние на качество обработки изделий.
Основными параметрами влажно-тепловой обработки являются температура (°С), давление рабочих инструментов (кПа), время воздействия рабочих инструментов (с). Выбор параметров влажно-тепловой обработки зависит от волокнистого состава, плотности, цвета, вида поверхности, отделки материалов, из которых изготовлены изделия. Параметры должны удовлетворять требованиям оптимальности, реальной достижимости на данном предприятии и экономическим требованиям.
Требование оптимальности означает выбор такого сочетания параметров в определенных их диапазонах, которое дает лучшие результаты обработки изделий. Например, для прессования бортов, лацканов, низа изделия следует выбирать наибольшее время выдержки при сохранении рекомендуемых температуры и давления для данной группы тканей.
Требование реальной достижимости параметров основывается на реальных возможностях предприятия оснастить технологический процесс необходимым оборудованием и приспособлениями, электроэнергией, теплом, паром.
В соответствии с экономическими требованиями параметры влажно-тепловой обработки должны иметь низкий уровень материальных затрат. Например, не должно производиться неоправданного повышения температуры или давления рабочих органов оборудования на изделие даже в рекомендованных диапазонах параметров, так как это ведет к увеличению расхода электроэнергии.
' Влажно-тепловая обработка изделий требует установления точных режимов работы и постоянного контроля за их соблюдением. Так, превышение рекомендуемой температуры обработки при сохранении рекомендуемых давления и увлажнения приводит к различным дефектам: появляются ласы, пятна, внешние и внутренние опалы, происходит тепловая усадка и повреждение волокон, расположенных на поверхности материала. Светлые в том числе белые ткани желтеют; у тканей голубых, светло-синих и цвета морской волны красители также особенно чувствительны к повышению температуры.
В результате тепловой усадки уменьшаются размеры прессуемых участков, от чего возникает волнистость смежных, не подвергающихся обработке участков.
Превышение давления прессующей поверхности пресса или утюга на детали изделий при сохранении рекомендуемых температуры и увлажнения также приводит к незаметным на глаз, но необратимым изменениям в структуре материала и сокращению срока носки изделий.
Увеличение времени воздействия на детали изделий при сохранении рекомендуемых температуры и давления приводит к увеличению доли необратимы> деформаций, что ухудшает физико-механические свойства тканей.
Время увлажнения деталей изделий паром при обработке на электропаровых прессах должно соответствовать указанному; увлажнение водой при об работке утюгом должно составлять 20—30% к массе материала. Увеличение увлажнения паром или водой при сохранении рекомендуемых температуры и давления приводит к неполному удалению влаги из обработанного изделия, снижает возможность сохранения его формы, и наоборот, при уменьшении процента увлажнения не создается необходимых условий для формообразования.
В пределах рекомендуемых диапазонов возможны различные сочетания пара метров, при этом:
при постоянной температуре с увеличением давления прессующей поверхности время обработки следует уменьшать, и наоборот.
Список литературы
1. Назарова А.И., Куликова И.А., Савостицкий А.В. Технология швейных изделий по индивидуальным заказам. М.: Легкая промышленность и бытовое обслуживание.1986.
2. Савостицкий А.В., Меликов е.Х. Технология швейных изделий. М.: Л.И. 1982.
Дата добавления: 2015-08-20; просмотров: 176 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| порядок обжалования действий и решений прокурора | | | Слайд 1. Общие тарифы по страховым взносам |