Читайте также:
|
Крупні внутрішні різьби найчастіше нарізають різцями, гребінчастими фрезами, насадними мітчиками і, особливо, регульованими головками типу КБ. Головки КБ випускають 6 типорозмірів, вони призначенні для нарізування різьб діаметрами 36…130 мм і можуть включати від 4 до 6 вузьких плоских гребінок. Основні недоліки цих головок – невелике число перезаточувань гребінок та обмежена величина зовнішнього діаметра різьби.
У «КПІ» спроектована різьбонарізна головка для нарізування внутрішньої різьби М135х2 (рис.1).


Рис.1. Різьбонарізна головка для внутрішньої різьби
У радіальних пазах корпусу 1 установлені чотири кулачки 2 з круглими гребінками 3. Кулачки опираються на ексцентрик 4, який за допомогою гвинтів 5 може повертатися, регулюючи діаметр нарізуваної різьби в межах ±1 мм. В кінці нарізування різьби кільце 6 упирається у виріб і кулачки під дією пружин 7 сходяться. У цій головці застосовують різьбонарізні гребінки (з доробкою), які допускають до 60 перезаточувань, та ряд інших стандартних деталей з головок типу КА. Мінімальний діаметр внутрішньої різьби, нарізуваної головками такого типу, – 60 мм.
Точність та шорсткість поверхонь різьб та протікання процесу різання залежать від багатьох факторів, особливо від геометрії гребінок. На рис.2 показані геометричні параметри заточки гребінок, визначення яких зв’язано з основною площиною XOY, яка співпадає з віссю головки і площиною симетрії паза корпусу. У другій системі координат X`Y`Z` розміщена гребінка і центр основи її заборного конуса О` лежить в площині ZOY.
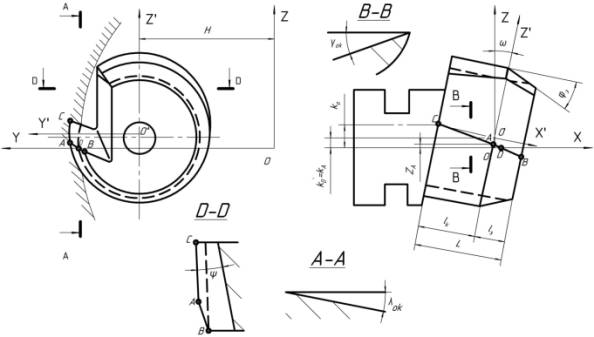
Рис.2. Геометричні параметри заточки різьбонарізної гребінки
Гребінці, установленій на кулачку, в процесі заточки надаються такі кути:
· λok - кут нахилу передньої поверхні гребінки,
· γok - передній кут заточки,
· ψ - кут нахилу передньої стінки гребінки.
Положення передньої поверхні задається перевищенням zА базової точки А над основною площиною.
На характер протікання процесу різьбонарізання суттєво впливає положення перерізів, в яких остаточно профілюється та чи інша частина витка різьби.
При нарізуванні різьби профіль витка на відстані rp (рис.3) від центра виробу остаточно формується профілюючою точкою Р, розміщеною на прямій, що з’єднує вісь виробу О і вісь гребінки Ор в профілюючому перерізі. Задній кут на різальній кромці гребінки в профілюючій точці рівний нулеві. Для будь-якого профілюючого перерізу повинно витримуватися співвідношення:

| (1) |
При додатних значеннях γok, у зв’язку з наявністю кутів λok, γok, перевищення zA і складного фасонного профілю, виток різьби остаточно формується по всій висоті не одночасно. Спочатку в точці РП (рис.4), профілюється западина витка різьби. Після, в процесі вгвинчування головки в заготовку, у точці РС профілюється середній діаметр нарізуваної різьби. Остаточно виток різьби формується в точці Рк, яка профілює вершину різьби.
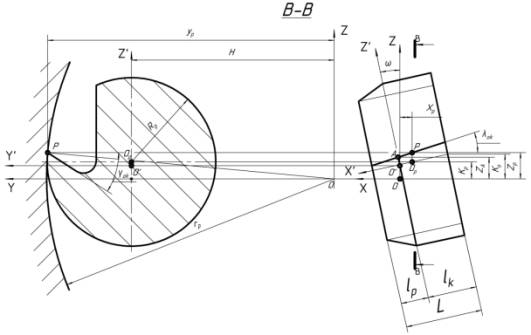
Рис.3. Схема для визначення перерізу, в якому профілюється різьба на відстані від центру заготовки

Дата добавления: 2015-08-02; просмотров: 70 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Організація робочого місця і безпека праці | | | I. ОБЩИЕ ПОЛОЖЕНИЯ |