|
Читайте также: |
Тема 2. ОСНОВНОЕ ВНУТРИСКВАЖИННОЕ И УСТЬЕВОЕ ОБОРУДОВАНИЕ
Учебные вопросы:
1. Внутрискважинное оборудование при фонтанном способе эксплуатации
2. Устьевое оборудование нефтяных скважин
Внутрискважинное оборудование при фонтанном способе эксплуатации
Скважины, в которых ожидается фонтанирование, перед освоением оборудуют колонной фонтанных труб (для рационального использования энергии расширяющегося газа). Диаметр труб выбирается в зависимости от:
1) ожидаемого дебита,
2) давления,
3) глубины скважины,
4) условий эксплуатации
диаметра обсадных колонн (эксплуатационная).
В процессе освоения скважины в нее опускается колонна насосно-компрессорных труб (НКТ).
Из насосно-компрессорных труб (НКТ) составляются колонны, спускаемые в скважину. Колонны НКТ могут служить в основном для следующих целей:
1) подъема на поверхность отбираемой из пласта жидкости, смеси ЖИДКОСТИ и газа или ОДНОГО газа;
2) подачи в скважину жидкости и газа (осуществления технологических процессов, интенсификации добычи или подземного ремонта);
3) подвески в скважине оборудования;
4) проведения в скважине ремонтных, в том числе бурильных работ.
НКТ в нашей стране изготавливаются согласно ГОСТ 633 и ГОСТ Р 2004 года, предусматривающим изготовление НКТ в исполнениях А и Б (А - повышенной точности) четырех конструкций:
1) гладких труб и муфт к ним с конической резьбой треугольного профиля (ГОСТ 633 — 80), изображенные на рис. 1. а
2) гладких высокогерметичных труб (тип НКМ по ГОСТ 633 — 80) и муфт к ним с конической резьбой трапецеидального профиля, изображенные на рис. 1.б.
3) труб с высаженными наружу концами (В) и муфт к ним;
4) безмуфтовых труб (НКБ) с высаженными наружу концами.
А также по ТУ в России изготавливают:
§ муфтовые гладкие с конической резьбой треугольного профиля с повышенной пластичностью и хладостойкостью (ТУ 14-3-1282 — 84), изображенные на рис. 1. в;
§ муфтовые гладкие с конической резьбой треугольного профиля с узлом уплотнения из полимерного материала (ТУ 14-3-1534 — 87), изображенные на рис.1. г.
Изготовители: Синарский трубный завод (СинТЗ), Первоуральский новотрубный завод (ПНТЗ).
Трубы насосно-компрессорные гладкие с конической резьбой треугольного профиля (ГОСТ 633 — 80). В соединении труб с треугольной резьбой применяется резьба конусностью 1:16 с углом профиля 60°. Прочность соединения до 70 % от прочности тела трубы.
Посадка резьбы осуществляется по боковым сторонам профиля. Герметичность соединения создается уплотнением в зазорах резьбовой смазки при свинчивании механическим способом.
Трубы насосно-компрессорные типа НКМ гладкие высокогерметичные с резьбой трапецеидального профиля (ГОСТ 633 — 80) характеризуются равной прочностью резьбового соединения с телом трубы и высокой герметичностью.
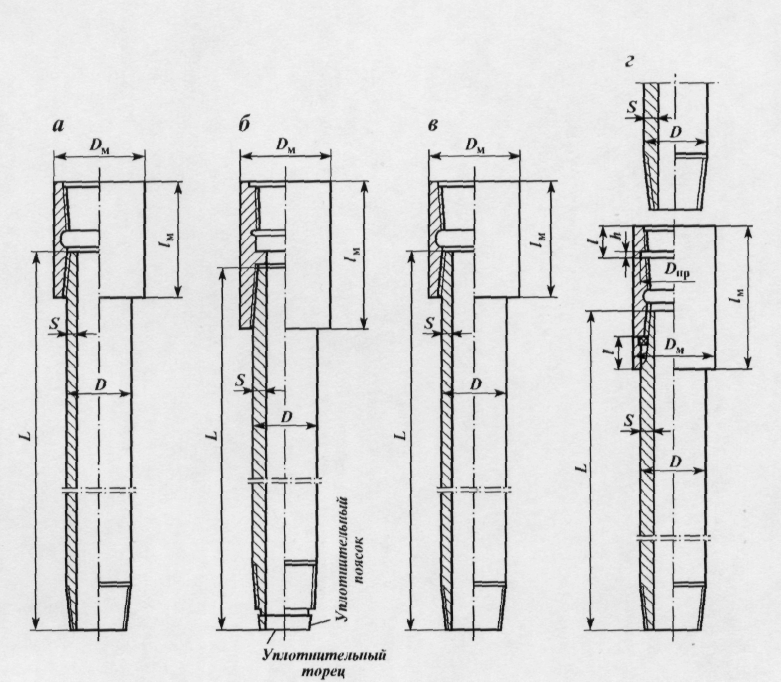 Рисунок 1 - Трубы насосно-компрессорные муфтовые гладкие:
Рисунок 1 - Трубы насосно-компрессорные муфтовые гладкие:
а — с конической резьбой треугольного профиля; б — с конической резьбой трапецеидального профиля и уплотнителъным пояском; в — с конической резьбой треугольного профиля с повышенной пластичностью и хладостойкостью; г — с конической резьбой треугольного профиля с узлом уплотнения из полимерного материала
Равнопрочность конструкции труб достигается применением упорной резьбы трапецеидального профиля с наклоном сторон 3 и 30°. Герметичность соединения обеспечивается коническим и торцевым уплотнением типа металл-металл. Увеличенный шаг резьбы позволяет ускорить сборку соединения в 2,5 раза по сравнению с треугольной резьбой. Гладкий проходной канал трубы и торцевое уплотнение позволяют уменьшить гидравлические потери, частично препятствующие отложению солей и парафина, уменьшают коррозионный износ соединения.
Трубы насосно-компрессорные гладкие с резьбой треугольного профиля с повышенной пластичностью и хладостойкостью (ТУ 14-3-1282 — 84) изготавливаются в соответствии с требованиями ГОСТ 633 — 80 (исполнение Б) из стали группы прочности Д, обработанной (рафинированной) синтетическим шлаком.
Повышение пластичности достигается рафинированием, снижающим общее содержание серы и фосфора, а также неметаллических включений.
Рафинирование стали снижает склонность материала труб к общей коррозии.
Эксплуатационная долговечность труб на 40 % выше, чем труб по ГОСТ 633-80.
Технические характеристики материала труб
Временное сопротивление ст, МПа, не менее 655
Предел текучести δт, МПа, не менее........... 379
Относительное удлинение б5, %, не менее.. 20
Ударная вязкость при температуре —60 °С, кгс-м/см 4
Трубы насосно-компрессорные гладкие с резьбой треугольного профиля и узлом уплотнения из полимерного материала (ТУ 14-3-1534-87) изготавливаются в соответствии с требованиями ГОСТ 633-80. На муфтах выполняются проточки для установки уплотнительных колец из полимерного материала (фторопласт-4), которые не теряют своих эксплуатационных свойств после 4 — 5-кратного свинчивания при температуре от - 60 до + 200 °С. Размеры и местоположение проточек для размещения уплотнительных колец обеспечивают высокую герметичность соединения за счет деформации кольца и заполнения им имеющихся зазоров на длине канавки при свинчивании. Применение полимерных колец (барьер для коррозионного агента) уменьшает коррозионный износ резьбы.
Эксплуатационные характеристики труб аналогичны трубам по ГОСТ 633-80.
В ряде производственных объединений и предприятий созданы производственные мощности, отработана технология и освоен выпуск насосно-компрессорных труб с покрытиями различного типа и труб из коррозион-ностойких материалов, например полимерно-металлических.
Разработчик: ОАО «ВНИИТнефть».
Изготовители: ЗАО «ПОЛИМЕРМАШ» и др.
Для внедрения технологии добычи высоковязких нефтей с использованием метода закачки теплоносителей в пласт, специалистами АО «Уд-муртнефть» и АО «Вакууммаш» разработана конструкция термоизолированных труб типа ТТ 89/50 (рис.2) со следующими характеристиками.
Техническая характеристика термоизолированных труб типа ТТ 89/50
Диаметр наружный, мм...................... 89
Условный проход, мм........................ 38
Тип присоединительной резьбы........ НКМ-89
Рабочая температура, "С................... 323
Рабочее давление, МПа...................... 16
Тип изоляции...................................... Экранно-вакуумный
Потери температуры на 1000 м, °С... 27
Примечание: При испытаниях опытной партии потери составили 22 °С.
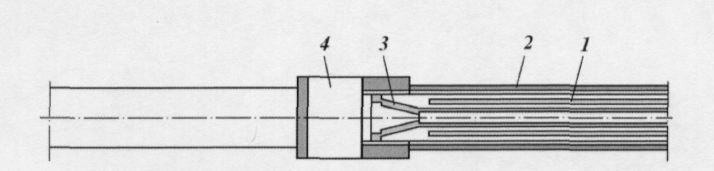
Рисунок 2 - Труба насосно-компрессорная термоизолированная:
1 — изоляция экранно-вакуумная; 2 — труба наружная; 3 — труба внутренняя; 4 — муфта
Эти же трубы и такой конструкции могут применяться при строительстве скважин на месторождениях, в разрезе которых имеются отложения многолетнемерзлых пород для предупреждения их растепления в период эксплуатации скважин. Освоен выпуск труб с различными покрытиями и другими изготовителями России.
Изготовитель: АО «Удмуртнефть» — трубы ТТ 89/50.
В настоящее время отечественной промышленностью предлагаются по заявкам потребителей насосно-компрессорные трубы из легких сплавов под шифром ЛНКТ.
Дата добавления: 2015-08-10; просмотров: 110 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Проблемы украинской армии и высказывание Тенюха. Мнение соцсетей | | | МАРКИРОВКА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ |