|
Читайте также: |
Основной вид ТО конструкторских и инструментальных сталей. Дает резко неравновесную структуру с большими остаточными напряжениями. Проводится в сочетании с отпуском. Температуры даются диаграммой на рис.2.15. Продолжительность нагрева и выдержки определяют из условия прогрева всего объёма детали. Состав атмосферы – из условия равенства процессов окисления и восстановления; выделения и поглощения углерода.
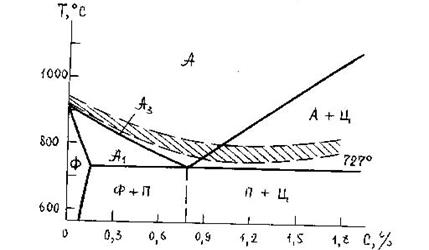
Рис.2.15. Интервал закалочных температур для углеродистых сталей
Закалочная среда должна обеспечивать требуемую  в заданных интервалах температур. При этом необходимо учитывать снижение
в заданных интервалах температур. При этом необходимо учитывать снижение  из-за образования на поверхности детали паровой рубашки, форму размеры и свойства материала детали и др. факторы.
из-за образования на поверхности детали паровой рубашки, форму размеры и свойства материала детали и др. факторы.  даются в таблицах для разных закалочных сред.
даются в таблицах для разных закалочных сред.
Разновидностями закалки являются: прерывистая закалка в двух средах ( -большое;
-большое;  - малое); ступенчатая и изотермическая закалки; закалка с самоотпуском и др. Важными характеристиками материала, необходимыми для назначения режимов закалки является закаливаемость (характеризует способность к повышению твердости при закалке) и прокаливаемость (характеризует способность материала закаливаться на определенную глубину).
- малое); ступенчатая и изотермическая закалки; закалка с самоотпуском и др. Важными характеристиками материала, необходимыми для назначения режимов закалки является закаливаемость (характеризует способность к повышению твердости при закалке) и прокаливаемость (характеризует способность материала закаливаться на определенную глубину).
Если изделие должно иметь высокую прочность только поверхностного слоя, используют поверхностную закалку. Она основана на быстром нагреве поверхностного слоя выше точек фазовых превращений и создании больших grad T по сечению детали. Последующее быстрое охлаждение приведет к тому, что слой I, нагретый выше  закалится полностью, слой II - частично; III - останется незакаленным (рис.2.16).
закалится полностью, слой II - частично; III - останется незакаленным (рис.2.16).
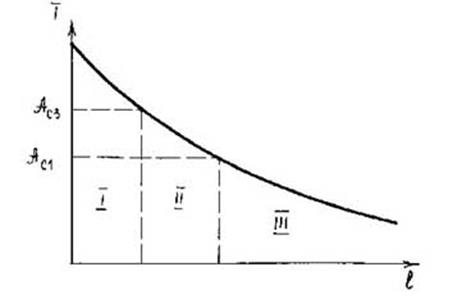
Рис.2.16. Распределение закалочных температур по глубине детали при поверхностной закалке
Сочетание высокой прочности поверхностного слоя с пластичностью сердцевины изделия обеспечивает его износостойкость и одновременно стойкость к динамическим нагрузкам. Закалочные температуры выбираются более высокими, чем при обычной закалке, т.к. при больших  превращение
превращение  происходит пр большем перенагреве. Наибольшее распространение имеют поверхностная закалка с индукционным нагревом (ТВЧ), газопламенная, лазерная, электронно-лучевая, в электролите.
происходит пр большем перенагреве. Наибольшее распространение имеют поверхностная закалка с индукционным нагревом (ТВЧ), газопламенная, лазерная, электронно-лучевая, в электролите.
Дата добавления: 2015-07-25; просмотров: 70 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Отжиг и нормализация | | | Отпуск, искусственное старение, ТМО и МТО |