Читайте также:
|
У истоков создания электродуговой сварки стояли выдающиеся русские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов, прославившие Россию крупнейшими изобретениями второй половины XIX в., которые до наших дней не утратили своего значения.
Рис. 3. Схема опытов В.В. Петрова
Василию Владимировичу Петрову принадлежит честь открытия электродугового разряда. В 1802 г., через три года после  создания итальянским физиком А. Вольта нового источника, способного давать электрическую энергию в результате химических реакций, профессор петербургской Медико-хирургической академии В.В. Петров построил самый крупный для того времени источник тока – батарею из 4200 пар медных и цинковых кружков, проложенных бумагой, смоченной водным раствором нашатыря. К ее медному полюсу он присоединил первоначально медную, а затем стальную проволоку с конусной шляпкой, к цинковому полюсу – стальную осургученную проволоку, на острие которой иногда надевал древесный уголек (рис.3). Именно ей и было суждено стать исторической: на ней впервые в мире была получена электрическая дуга, которая сейчас лежит в основе многих технологических процессов, в том числе и дуговой сварки. При замыкании проволоки со шляпкой на уголек или металл по замкнутой цепи протекал электрический ток, а при размыкании образовывалась электрическая дуга.
создания итальянским физиком А. Вольта нового источника, способного давать электрическую энергию в результате химических реакций, профессор петербургской Медико-хирургической академии В.В. Петров построил самый крупный для того времени источник тока – батарею из 4200 пар медных и цинковых кружков, проложенных бумагой, смоченной водным раствором нашатыря. К ее медному полюсу он присоединил первоначально медную, а затем стальную проволоку с конусной шляпкой, к цинковому полюсу – стальную осургученную проволоку, на острие которой иногда надевал древесный уголек (рис.3). Именно ей и было суждено стать исторической: на ней впервые в мире была получена электрическая дуга, которая сейчас лежит в основе многих технологических процессов, в том числе и дуговой сварки. При замыкании проволоки со шляпкой на уголек или металл по замкнутой цепи протекал электрический ток, а при размыкании образовывалась электрическая дуга.
Однако открытие В.В. Петрова значительно опередило свое время. До практического применения электрической дуги для сварки и резки металлов потребовалось около 80 лет. Это объясняется тем, что к моменту открытия дугового разряда электротехника только начинала создаваться, а электротехнической промышленности вообще не было. Прежде всего, не было приемлемых источников тока для питания дуги, достаточно мощных и не сложных в эксплуатации. Также отсутствовала необходимая электрическая аппаратура: выключатели, регуляторы, измерительные приборы, электрические провода, кабели.
Надо было появиться на свет другому русскому умельцу-самородку, Николаю Николаевичу Бенардосу, который на основании электрической дуги и достижений мировой электротехники создал принципиально новый способ сварки и резки металлов – электродуговой.
Н.Н. Бенардос сделал большое количество оригинальных изобретений, многие из которых не потеряли значения и сейчас.
Диапазон его изобретений поразителен: железные бороны и углубители, скороварки и молотильные машины, паровые ножницы и пневматическая поливалка, пароходные колеса с поворотными лопастями и охотничьи лодки, замки и краны, турбины для гидроэлектростанций и пушка для метания канатов на терпящий бедствие пароход, летательные аппараты и станки для обработки металла и дерева, пневматические и вагонные тормоза и ветряной двигатель.
Большое количество изобретений сделал он и в области электротехники. И самым важным из них, принесшим ему мировую славу, явился разработанный им в 1882 г. способ электродуговой сварки (рис. 4).
После детальной проработки способа Н.Н. Бенардос получил на него патенты в Англии, Бельгии, Германии, Италии, России, США, Франции, Швеции и других странах.
Для практического использования изобретения Н.Н. Бенардос детально разработал различные приспособления и отдельные технологические приемы.
Отметим лишь некоторые из них:
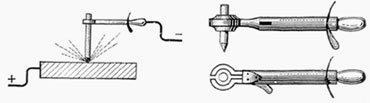
Рис. 4. Принципиальная схема сварки угольным электродом
Вклад Н.Н. Бенардоса в создание сварочной техники и технологии трудно переоценить. Своеобразным отчетом об изобретательской деятельности в области сварки явилась его экспозиция на IV Всероссийской электротехнической выставке в 1892 г. Изобретатель демонстрировал на выставке в чертежах и моделях несколько десятков различных приборов, а также более сотни образцов различных видов сварных соединений из разных металлов.
В 90-х гг. XIX в. дуговая сварка успешно применяется в России и за рубежом. За рубежом также пытались использовать тепло дуги для различных технологических процессов. В 1885 г. был выдан патент на способ получения алюминия из его окислов. Пространство между двумя угольными электродами засыпается определенной смесью, имеющей плохую электрическую проводимость. За счет высокого омического сопротивления смесь нагревается до плавления. В 1886г. Э. Томсоном изобретен способ, заключающийся в сварке двух металлических стержней, являющихся электродами. При их соприкосновении происходит локальный нагрев кромок до их плавления, после чего к стержням прикладывают давление.
Попытку создать индустриальный метод дуговой сварки практически одновременно предприняли немецкий электротехник Г. Ценерер и будущий основатель фирмы «Дженерал электрик» Ч.А. Коффин. В разработанном ими процессе, названном «электрической паяльной трубкой», дуга возбуждалась между угольными электродами, а затем с помощью магнита отклонялась в сторону свариваемого металла. В этом случае применялась дуга косвенного действия. Техника этого процесса была очень сложна.
Почти одновременно с Н.Н. Бенардосом работал другой  крупнейший изобретатель – Н.Г. Славянов, много сделавший для развития дуговой сварки. Сварка сталей, содержащих легирующие элементы и примеси, с использованием угольных электродов не всегда получалась удачной из-за попадания в шов оксидных включений, увеличения концентрации серы и фосфора, выгорания легирующих элементов. Это приводило к тому, что металл шва становился хрупким.
крупнейший изобретатель – Н.Г. Славянов, много сделавший для развития дуговой сварки. Сварка сталей, содержащих легирующие элементы и примеси, с использованием угольных электродов не всегда получалась удачной из-за попадания в шов оксидных включений, увеличения концентрации серы и фосфора, выгорания легирующих элементов. Это приводило к тому, что металл шва становился хрупким.
Обладая глубокими знаниями по металлургии и электротехнике, Н.Г. Славянов разработал способ дуговой сварки металлическим плавящимся электродом с защитой сварочной ванны флюсом и первый в мире механизм для полуавтоматической подачи электродного прутка в зону сварки – «электроплавильник» (рис. 5).
Ввиду значительных размеров ванны сварка выполнялась только в нижнем положении. При сварке по методу Славянова дуга плавит одновременно металл изделия, металл электрода и сварочный флюс, образуя общую сварочную ванну из жидкого металла, покрытого жидким шлаком, который надежно защищал металл от воздействия окружающей среды.
При этом способе сварки коэффициент полезного использования дуги значительно возрастает. Замена угольного электрода металлическим позволила исключить науглероживание металла, что также повысило качество сварных соединений. Н.Г. Славянов отказывается от громоздкой аккумуляторной батареи Бенардоса, применяет разработанную им динамо-машину на 1000 А и, таким образом, создает первый в мире сварочный генератор. Впервые он применяет подогрев металла перед сваркой для уменьшения скорости охлаждения.
Первая публичная демонстрация нового способа состоялась в ноябре 1888 г. на Пермских казенных пушечных заводах, а в 1891 г. Н.Г. Славянову был выдан Российский патент (привилегия) на изобретенный метод электрической отливки металлов. Известность Н.Г. Славянова и изобретенного им способа быстро возрастала. Помимо патента в России, он получил патенты во Франции, Германии, Италии, Австро-Венгрии, Бельгии, США, Швеции. Разработки Н.Г. Славянова позволили выполнять сварочные работы на новом качественном уровне, что было по достоинству оценено современниками. Практически одновременно с дуговой сваркой родился еще один вид электросварки – контактная сварка.
Рис. 5. Схема поста для наплавки зубьев шестерен по проекту Н.Г. Славянова:
1 – сварочный генератор; 2 – свариваемый предмет; 3 – электрод; 4 – полуавтомат
В процессе исследований, которые привели к установлению в 1856 г. известного закона, английский физик Дж.П. Джоуль заметил, что скрученные концы проволочек, через которые протекает электрический ток, раскаляются и сплавляются между собой. Но новые способы получения соединений его не интересовали. Только через девять лет джоулева теплота была специально применена англичанином Ф. Уальдом для сварки брусков небольшого сечения.
Он получил патент на способ соединения с помощью электричества и сдавливания. Английский физик Уильям Томсон (граф Кельвин) – основоположник термодинамики, автор понятия абсолютной температуры и шкалы Кельвина, инициатор и руководитель грандиозной эпопеи по прокладке телеграфного кабеля между Англией и США по дну Атлантики – предложил в 1856 г. стыковую контактную сварку.
Однако слава изобретателя стыковой контактной сварки закрепилась за выдающимся американским изобретателем Элихью Томсоном. К 1884 г. им были созданы необходимые для контактной сварки элементы оборудования: коммутирующая аппаратура, динамо-машина для генерирования переменного тока, мощный трансформатор, специальные клещи-тиски для зажима свариваемых заготовок. В 1885 г. он отрабатывает технику сварки, доводит до безотказной работы сварочную аппаратуру. В течение короткого времени Томсон и его сотрудники Коффин, Девейн, Лемп, Расмуссен и другие получили около 150 патентов, относящихся к контактной сварке (гибкий токопровод, износостойкие токоподводящие зажимы, минимальные переходные электрические сопротивления и др.).
Поскольку кроме нагрева применялось и механическое сдавливание, первоначально способ называли «электрической ковкой» или «безогненным методом сварки». Одной из проблем в конце XIX в. было соединение телеграфных проводов. Она была решена с помощью стыковой контактной сварки. Именно для этих целей было разработано первое устройство, выполняющее нагрев и сжатие двух проводов. Оно состояло из двух рычагов, на одном конце соединенных шарниром из изоляционного материала, а с другого конца связанных пружиной через изоляционные втулки. В этих рычагах посередине зажимаются свариваемые детали – провода, стержни и т.п. Э. Томсон сконструировал установку, в которой ток прерывался синхронно с прикладываемым усилием сжатия. Для развития больших усилий сжатия изобретатель разработал аппарат с гидравлической системой.
Следующим шагом в развитии стыковой контактной сварки было применение импульсов тока и давления. По мере расширения сферы применения стыковой сварки совершенствовалась ее технология и разрабатывались новые схемы нагрева. Ч.А. Коффин разработал технологию сварки с промежуточной угольной пластиной-электродом, подключаемой ко вторичной обмотке трансформатора и вставляемой на время разогрева между стыкуемыми деталями. В других устройствах между свариваемыми деталями помещали металлическую пластину с большим удельным электросопротивлением. При пропускании тока через детали такая схема ускоряла нагрев. Перед сжатием вставку удаляли.
Дата добавления: 2015-07-20; просмотров: 83 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Краткая история сварочного дела | | | Разработка процесса контактной электросварки |