Читайте также:
|
Существует несколько методов нанесения металлических покрытий на металлическую поверхность деталей; горячим методом (погружения в расплав), термомеханическим методом (плакированием), напылением, гальваническим и химическим методами.
Горячим методом наносят пленку, погружая деталь в ванну с расплавленным металлом. В этом случае используют металлы с низкой температурой плавления, например олово и свинец. Горячим способом наносят покрытия на готовые изделия. В авиаконструкциях чаще всего этот метод применяют для лужения электропроводов. Существенный недостаток этого метода - невозможность получения гарантированной толщины покрытия, а также большой расход наносимого металла.
Термомеханический метод (плакирование) используют для защиты коррозии основного металла или сплава другим металлом или сплавом, достаточно устойчивым к воздействию окружающей среды. Соединение металлов покрытия и основы получают прокаткой. На основной лист (или другой вид проката) металла накладывают тонкий лист защитного металла и в горячем состоянии осуществляют прокатку с помощью валков. В этом случае образуется очень прочное соединение ‘ двух металлов за счет взаимной диффузии. В авиаконструкциях часто применяют плакирование технически чистым алюминием. На нем образуется защитная окисная пленка, предохраняющая основной металл от коррозии. Толщина плакирующего слоя колеблется от 3% и выше толщины защищаемого металла. В авиастроении применяют плакированные листы и ленты.
Напыление (металлизация) - процесс нанесения расплавленного металла на поверхность изделия. Он может осуществляться сжатым воздухом или инертным газом. Сущность метода с использованием сжатого воздуха состоит в том, что частицы расплавленного металла, двигаясь большой скоростью, вместе с воздушным потоком ударяются о поверхность защищаемого металла, сцепляются с ней, образуя металлическое покрытие. В электрометаллизаторе (рис. 4) с помощью специального устройства подается проволока 2 к соплу корпуса 1, где электрической дугой 3 проволока расплавляется и капли распыленного металла подхватываются струей сжатого воздуха, проходящего по направляющей трубке 4. Не успевшие застыть капли жидкого металла прилипают к поверхности металлизируемой детали. У этого метода имеются два существенных недостатка. Во-первых, покрытие получается пористым, поскольку застывшие металлические капля ложатся друг на друга. Во-вторых, адгезия покрытия относительно основы довольно слабая, так как горячая капля малого объема, ударяясь о холодную поверхность, остывает быстро и прочная взаимная диффузия не успевает произойти. В связи с этим напыление с помощью сжатого воздуха в авиастроении находит ограниченное применение.

Рис. 4. Схема устройства металлизатора
Более распространено напыление с помощью плазмы. Она образуется в области электрической дуги, сквозь которую пропускается нейтральный газ, например аргон (рис. 5). Таким образом, в плазменную струю 2, выходящую из плазмотрона 1, подается по трубопроводу 3 аргон. В струю аргона через трубопровод 4 подают порошок металла, который мы хотим напылить. Вместе со струей 5 этот порошок подается к поверхности покрываемой детали 6. Практика показала, что плазменное напыление - весьма эффективный способ металлизации.

Рис. 5. Схема напыления с помощью плазмы
Все большее распространение находит способ детонационного напыления. Принцип нанесения металла на защищаемую поверхной (рис. 6) состоит в том, что находящийся в камере 1 металлический порошок при взрыве специального вещества взрывной волной 2 с огромной скоростью (до 2000 м/с) направляется к поверхности детали 3. При этом частицы металла покрытия глубоко внедряются в металл основной детали.

Рис. 6. Схема детонационного напыления
Гальванический метод нанесения покрытий имеет ряд преимуществ по сравнению с другими. Гальванические покрытия характеризуются хорошими физико-химическими и механическими свойствами: повышенными износостойкостью и твердостью, малой пористостью, высокой коррозионной стойкостью. При гальваническом методе имеется возможность точно регулировать толщину покрытия. Покрытие некоторыми металлами можно осуществить только этим методом. Поэтому он получил довольно широкое распространение.
Принцип нанесения покрытия гальваническим методом основан на использовании электролиза. Он основан на электролитической диссоциации, при которой в электролите при растворении какой-либо соли образуются ионы. Ионы в растворе, как и молекулы, движутся хаотически. При подключении источника тока к электродам, опущенным в такой раствор, возникает направленное движение заряженных ионов. Положительные ионы движутся к отрицательному электроду - катоду, поэтому их называют катионами. Отрицательные ионы - анионы - дви жутся к положительному электроду - аноду. Следовательно, в отличие от электрического тока в металлических проводниках, представляющего собой движение электронов в одном направлении, электрический ток в электролитах представляет собой направленное движение ионов в растворе под действием электрического поля в их направлениях: положительных ионов к катоду и отрицательных аноду.
Рассмотрим конкретный пример. Пусть в электролите растворен медный купорос CuSO4 (рис. 7). В гальванической ванне 1 CuS04 распадается на два иона: положительный (Cu++) и отрицательный (SO4--). Покрываемая деталь 2 подвешена на штанге 3, соединенной с катодом. Анодная пластина 4 подвешена на штанге 5. Из рисунка видно, как ион 1 (катион) подходит к детали 2. Здесь он получает недостающие электроны, превращаясь в нейтральную молекулу Cu. Так происходит покрытие детали медью - меднение.
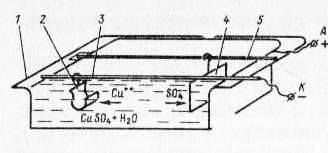
Рис. 7. Гальваническая ванна с электролитом на основе медного купороса
Анодное покрытие при возникновении коррозионной гальванической пары разрушается, сохраняя основу.
Катодное покрытие защищает основу - оно не дает доступа коррозионно-агрессивной среде к защищаемому металлу. При механическом нарушении целостности защитного никелевого покрытия (катода) 1 (рис. 8) разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.

Рис. 8. Разрушение железа - анода, покрытого никелем - катодом
Любоегальваническое покрытие будет прочно соединено с основой только в том случае, если покрываемая поверхность тщательно подготовлена - очищена от грязи, жировых пятен, окисных пленок. Поэтому производственным участкам для подготовки деталей под покрытие уделяется большое внимание. Чистота обработки поверхности, отсутствие пор, раковин и других повреждений способствует образованию более долговечного и надежного покрытия.
Хромирование позволяет получить высокую твердость покрытия, низкий коэффициент трения, высокую износостойкость и коррозионную стойкость. Несмотря на то, что хром относится к электроотрицательным металлам, он может сильно пассивироваться, благодаря чем приобретает свойства благородных металлов. Пассивная плен окислов предохраняет хромовое покрытие от потускнения.
Осаждение хрома на катоде производится из электролита, содержащего в качестве основного компонента не соль, как в больший гальванических процессов, а хромовый ангидрид. Часто хром покрытие получается пористым. При этом сам хром является катодом. Перед хромированием наносят подслой меди и никеля.
Цинкование дает возможность получить анодное цинковое покрытие, преимущества которого описаны выше. Широкое примение такого покрытия обусловлено дешевизной цинка. Существует большое число электролитов, применяющихся для цинкования. Однако всех случаях применяют те или иные соли цинка.
Кадмирование применяют для защиты от коррозии черных металлов. Кадмий химически более устойчив, чем цинк. Однако если цинковое покрытие почти всегда является анодным, то кадмии может менять свой характер. При одних условиях оно может анодным, при других - катодным. Кадмиевое покрытие довольно пластично, что обусловило его применение для защиты от коррозии деталей резьбовых соединений.
К существенным недостаткам кадмиевого покрытия относится что при контакте с различными смазочными и топливными материалами, содержащими сернистые соединения, а также с некоторыми пластмассами, выделяющими газообразные продукты, кадмий довольно быстро разрушается. Вот почему кадмированные детали в авиастроении не применяют в топливных системах.
Химические способы нанесения металлов основаны на возможности химического восстановления ионов, содержащих металл, до чистого металла. Наиболее распространен способ химического никелирования. Такое покрытие хорошо защищает металл от коррозии.
Основным преимуществом химического никелирования является возможность осаждения никеля равномерным слоем на деталях практически любой конфигурации и даже на внутренних стенках труб.
Дата добавления: 2015-07-11; просмотров: 283 | Нарушение авторских прав