Получила свое название по способу изготовления, который заключается в том, что полимерный материал размягчается до вязкотекучего состояния и под давлением впрыскивается в закрытую литьевую форму, где затвердевает при охлаждении, приобретая конфигурацию внутренней полости формы, и затем удаляется из нее в виде готового изделия. Литьевая тара из полимерных материалов отличается высоким качеством, точностью размеров и сравнительно малой стоимостью. Процесс изготовления литьевой тары, может быть полностью автоматизирован. По объему выпуска литьевая тара не занимает ведущего места в тароупаковочной технике, однако в некоторых областях ее применение является преобладающим.
Различают следующие виды литьевых изделий: объемная тара (пеналы, коробки и банки различной формы); объемная крупногабаритная тара (сырьевые и бутылочные ящики, лотки, поддоны, ведра и др.); укупорочные средства для объемной тары (крышки, колпачки, пробки, прокладки и др.); функциональные приспособления для объемной тары (насосы-распылители, держатели, мерники и др.).
Для изготовления тары литьем под давлением применяют различные термопласты: полиэтилен, полипропилен, полистирол, поливинилхлорид жесткий и пластифицированный, поликарбонат, полиформальдегид. В некоторых случаях могут использоваться и реактопласты: фенол - формальдегид, полиэфиры, меламино- и мочевино-формальдегид-ные пластики.
Технологический процесс изготовления литьевой тары состоит из следующих основных операций: получение расплава полимера с помощью шнековых экструдеров-пластикаторов; впрыск расплава в закрытую форму через систему литниковых каналов и заполнение полости формы; охлаждение готового изделия в закрытой форме; раскрытие формы и удаление готового изделия; окончательная отделка изделия (удаление литников и облоя).
Для изготовления тары способом литья под давлением применяют литьевые машины, которые в общем случае состоят из трех основных узлов: инжекционного механизма с приводом; узла замыкания и размыкания формы и самой литьевой формы.
Все литьевые машины характеризуются двумя основными показателями: максимальным объемом впрыска - литьевые машины с максимальным объемом впрыска до 1,065 мм3 (легкий тип), 0,5 мм3 (средний тип), 5 мм3 и выше (тяжелый тип); максимальным расстоянием между плитами.
Литьевые машины различаются по следующим признакам:
1) по назначению - для литья термопластов (термопластавтоматы), реактопластов, резиновых смесей;
2) по виду и характеру перерабатываемого материала - для переработки только одного вида материала (например, полистирола), универсальные (могут комплектоваться набором рабочих узлов), способные перерабатывать различные материалы, универсальные со специальными загрузочными устройствами и рабочими узлами для переработки различных сыпучих и гранулированных материалов;
3) по типу инжекционного механизма - поршневые, одношнековые, многошнековые, с предпластикатором;
4) по расположению инжекционного механизма - горизонтальные, вертикальные, угловые; по типу механизма замыкания формы - гидромеханические рычажные, гидравлические ступенчатые;
5) по количеству изготавливаемых изделий за один цикл - с одноместными и многоместными литьевыми формами;
6) по типу литниковой системы - с холодными и с обогреваемыми литниками.
В отдельную группу принято выделять роторные литьевые машины для литья двух- и многоцветных изделий, выдувные и некоторые другие литьевые машины. В отечественной практике для изготовления литьевой наибольшее распространение нашли агрегаты типа ТП и Д, а также литьевые машины марки «Куасси», «Зоммер» (Германия), «Негри-Босси» (Италия) и др.
Независимо от конструкции литьевой машины, последовательность технологических операций остается всегда постоянной. Наиболее важными технологическими параметрами процесса литья являются температура инжекционного цилиндра и головки (до 200-350 °С), частота вращения шнека (до 250-300 об/мин), доза впрыска (2,5 мм3 и более), давление впрыска (до 200 МПа), временные параметры цикла формования (время впрыска, выдержки под давлением, набора материала и др.), усилие замыкания механизма литьевой формы (до 4,5 МН) [3].
Изготовленные литьевые изделия при необходимости подвергаются механической обработке и в дальнейшем в ящиках или контейнерах поступают на склад или на сборку.
В производстве крупногабаритных литьевых изделий объемом свыше 0,6-1,0л наметилась тенденция к применению одного подвижного инжекционного узла для нескольких узлов замыкания и размыкания формы. В этом случае инжекционный узел, передвигаясь по специальным направляющим, последовательно подходит к каждму узлу замыкания и размыкания и производит впрыск в литьевую форму необходимой порции расплава. Такая схема обеспечивает снижение энерго- и металлоемкости и уменьшение используемой полезной площади при одновременном увеличении производительности.
Процесс изготовления литьевых изделий сопровождается, как правило, образованием отходов в виде литников и бракованных изделий. Доля таких отходов составляет до 20 % от массы готового изделия. (Процесс переработки отходов (термопластов) аналогичен ранее описанному). Поэтому во всех случаях целесообразно стремиться, в частности, к снижению веса литников или полному их устранению. Для этого при литье малогабаритных изделий (например, колпачков) в многоместных формах применяют обогреваемые литниковые каналы, которые позволяют получать готовое изделие без литников, что исключает дальнейшую механическую обработку изделий и дает возможность более экономно расходовать полимерные материалы.
Способ литья под давлением обеспечивает высокую точность размеров изготовляемых изделий, что обусловливает повсеместное применение литья для производств; укупорочных средств, где особенно важно выдержать точные размеры для надежной герметизации тары. Кроме того, литьем под давлением изготавливаются различные функциональные приспособления, где имеется ряд сопрягаемых деталей с точными размерами.
Литьевые машины тяжелого типа позволяют формовать крупногабаритные изделия сложной формы с перегородками типа сырьевых ящиков или ящиков для бутылок. Масса таких пластмассовых ящиков в 3,8-4 раза меньше, чем деревянных, а срок эксплуатации - в несколько раз больше. Они не гниют, их легко мыть и стерилизовать, штабелировать в пустом виде по типу «один в другой», перевозить автопогрузчиком.
4.3 Термоформованная тара.
Способ изготовления данной тары заключается в том, что листовой полимерный материал нагревается до определенной температуры, а затем подвергается вытяжке в форме с последующим охлаждением и высечкой готовых изделий.
Термоформование имеет свои положительные и отрицательные стороны. К его преимуществам относятся низкая стоимость формую-щего инструмента и возможность производства легких тонкостенных (толщиной до 100 мкм) изделий из всех имеющихся листовых и рулонных полимерных материалов. Недостатком способа является необходимость предварительного получения листового материала строго определенных толщины и ширины с минимальным допуском по разнотолщинности. Все это усложняет процесс в целом и влияет на себестоимость тары. Процесс высечки готовых изделий требует дополнительного оборудования и дает много отходов.
В ближайшие годы способ термоформования должен найти самое широкое применение в области упаковки товаров широкого потребления. Это объясняется стремлением снизить расход тароматериалов на единицу изделия, появлением новых тароматериалов, способных легко перерабатываться экструзией в лист, созданием высокопроизводительного оборудования для термоформования, которое способствует снижению себестоимости тары [3].
Термоформованная тара наиболее широко применяется для упаковки молочных продуктов (сыров, сметаны, фруктов, салатов, соков, майонеза, кондитерских изделий, яиц, штучных товаров), технических жидкостей, смазок, химических товаров бытового назначения, культбытизделий, товаров технического назначения, сигарет и т. д.). Изготовляется она почти из всех рулонных и листовых полимерных материалов. Наибольшее распространение получила тара из поливинилхлорида, полистирола, сополимера АБС, полиэтилена, полипропилена. В последнее время появились новые полимерные материалы, пригодные для формования. К ним относятся акриловые сополимеры и биаксиально ориентированная пленка из полистирола, сочетающие в себе требуемые физико-механические свойства и прозрачность. Хорошо формуется пенополистирол. Однако последний имеет специфические области применения и пока широкого распространения не получил из-за рыхлости и хрупкости, затрудняющих транспортировку готовых изделий. Кроме того, тара из пенополистирола экономически невыгодна, так как получаемые при ее формовании отходы не подлежат повторной переработке.
Из всех полимерных материалов легче всего формуется полистирол. Он имеет наименьший цикл переработки. Тара из него обладает рядом ценных качеств (ударопрочность при отрицательных температурах, теплостойкость, нетоксичность, красивый внешний вид и др.). Однако по основным прочностным свойствам тара из полистирола уступает таре из других полимерных материалов.
Предпочтение отдают таре из поливинилхлорида. Для производства тары может быть использован поливинилхлоридный лист толщиной 200-500 мкм, что позволяет получить легкую тару, отличающуюся невысокой стоимостью. Однако поливинилхлорид обладает низкой термостабильностью. В связи с этим лист при формовании необходимо нагревать медленно, что увеличивает общий цикл производства тары по сравнению с циклом ее производства из ударопрочного полистирола.
Сополимер АБС по характеру переработки аналогичен полистиролу, а по ее продолжительности - поливинилхлориду. К особенностям АБС относится высокая гигроскопичность. Поэтому перед термоформованием его необходимо подвергать сушке.
Полиэтилен и полипропилен используются для термоформования в меньшей мере. При их переработке необходимо учитывать эффект прогиба листа в процессе нагрева. Нагрев и охлаждение этих материалов требуют точной регулировки температуры, в связи, с чем цикл их формования более продолжителен по сравнению с циклом формования других полимеров.
Термоформованную тару условно можно разделить по следующим признакам:
1) по назначению - одноразового пользования (кюветы, стаканы, пеналы, флаконы), многократного пользования (коробки, ячейки, лотки, поддоны, вкладыши, прокладки);
2) по форме - прямоугольная, квадратная, треугольная, круглая, цилиндрическая, коническая, овальная;
3) по объему -малого объема (до 0,05 л), среднего объема (от 0,05 до 0,5 л), большого объема (свыше 0,5 л);
4) по материалу -поливинилхлоридная, полистирольная, полиэтиленовая, на основе сополимера АБС и т. д.;
5) по цвету - белая прозрачная;
6) по глубине вытяжки, которая определяется высотой получаемого изделия или отношением высоты к наименьшей ширине или диаметру изделия;
7) по токсикологической оценке - для упаковки пищевых продуктов, товаров технического назначения, химических товаров бытового назначения и т. д.
Технологический процесс производства термоформованной тары включает следующие стадии: установка и подача рулонного полимерного материала; нагрев и формование листа; охлаждение и высечка готовых изделий.
С развитием техники процесса термоформования появились другие разновидности процесса: изготовление рулонных материалов и формование из них изделий в одном технологическом потоке; формование изделий непосредственно из гранул полимера; производство тары для пищевых продуктов с одновременной стерилизацией продукта, тары и необходимых узлов оборудования [3].
Для изготовления тары способом термоформования применяются агрегаты различной конструкции. Однако для всех агрегатов характерно наличие приспособления для закрепления рулонного или листового материала, нагревательной панели, устройства для формования и высечки изделий.
Оборудование для термоформования можно классифицировать по следующим признакам:
1) по принципу формования - вакуумное, пневматическое;
2) по способу формования - позитивное, негативное;
3) по характеру перерабатываемого материала - для переработки только одного материала (ПВХ, ПС, ПЭ); для переработки различных полимерных материалов;
4) по допустимой максимальной глубине вытяжки листа;
5) по допустимым размерам перерабатываемого материала - по ширине и толщине полимерного листа;
6) по производительности (тактов/ч);
7) по способу нагрева и охлаждения полимерных листов.
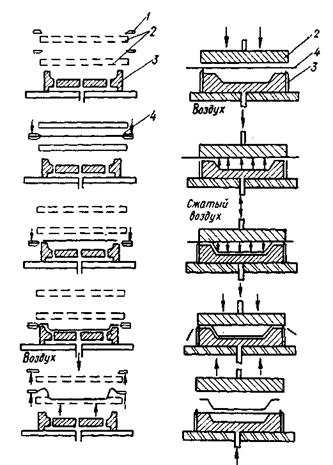
Принцип вакуумформования тары состоит в том, что закрепленный на раме полимерный лист нагревается до определенной температуры над формующей рабочей поверхностью стола, затем опускается на нее (рис. 14, а). Вследствие создания в форме вакуума размягченный лист притягивается к стенкам формы, приобретая ее контуры. После охлаждения готовое изделие выталкивается из формы сжатым воздухом. Этот способ вакуум-формования изделия на матрице называется негативным. Наряду с этим существуют различные варианты позитивного вакуумформования - изготовление изделий не в матрице, а на пуансоне формы. Нагретый полимерный лист втягивается в вакуум-камеру, после чего в нее вводят пуансон, а вакуум снимают. Предварительно растянутый лист при соприкосновении с холодным пуансоном охлаждается, плотно его обтягивая и образуя изделие требуемой формы и размеров.
Негативный способ вакуумформования широко применяется для получения изделий с небольшой глубиной вытяжки (до 0,06 м), позитивный - изделий с большей глубиной вытяжки.
а б
Рис. 21. Схема изготовления термоформованной тары
способом вакуумформования (а) и пневмоформования (б):
1 - рама; 2 - нагреватель; 3 - пресс-форма; 4 - лист
Для переработки полимерных листов толщиной 001-0,01 м в изделия сложной конфигурации применяют способ пневмоформования (рис. 21, б). В этом случае лист закрепляется на формующей поверхности рабочего стола, предварительно нагретого до необходимой температуры; в пространство над листом (в пневмокамepy) подается сжатый воздух, с помощью которого лист прижимается по контуру пресс-формы, затем охлаждается и извлекается из нее. Температура нагрева листов зависит от свойств полимерного материала и лежит в пределах 100-160 °С; температура нагрева формы - 40-80 ºС; давление воздуха -0,3-,0 Па; способ обогрева - теплорадиационный или контактный.
Лучшим способом разогрева материала является контактный. Из-за плохой теплопроводности термопластов радиационный способ не обеспечивает равномерного прогрева листа до температуры размягчения по всей его площади и толщине.
Для нагрева полимерного листа в основном применяют электрообогрев, газовый обогрев, ИК-лучи. В последнее время в новых агрегатах используют высокоэффективные трубчатые нагреватели. Для поддержания постоянной температуры обогрева большинство современных машин снабжаются терморегулирующими устройствами. Для охлаждения после формования обычно используется циркуляционное водяное охлаждение. Время нагрева и охлаждения термопластичных листов прямо пропорционально толщине листа и удельной теплоемкости материала и обратно пропорционально коэффициентам теплопроводности и теплопередачи последнего.
Вакуумное формование применимо для массового производства тонкостенных и исключительно прозрачных изделий без каких-либо поверхностных дефектов. Вакуумформование с предварительной вытяжкой листа используется для изготовления изделий со стенками различной толщины.
Пневмоформование применяется для получения изделий с минимальными допусками по разнотолщинности, для переработки листа, толщиной 1-10 мм. Основные параметры обоих способов приведены в табл. 5.
Для производства термоформованной тары применяются как полуавтоматические, так и автоматические линии. Для выпуска небольших объемов тары рациональнее использовать полуавтоматические линии. В эти линии входят агрегаты по формованию тары и крышек. Емкости и крышки раздельно поступают к наполнительным и укупорочным устройствам. Достоинством этого способа упаковки является гибкость технологической схемы. Она достигается тем, что агрегаты работают независимо друг от друга. Этим обеспечивается возможность упаковки различных видов продукции. В случае если для укупорки тары применяются не крышки, а пленка - полуавтоматические линии укомплектовывают сварочными агрегатами. Использование автоматических линий целесообразно в крупнотоннажном производстве.
Особенностью способа термоформования является то, что пресс-формы могут изготавливаться из различных материалов. Формы, рассчитанные на длительный срок службы, изготавливаются из алюминиевых сплавов. Для средних сроков службы применяются формы, отлитые из эпоксидных и фенольных смол. Для получения небольших партий тары можно использовать формы из гончарной глины и дерева. Последние часто применяются при вакуумформовании, так как давление на формы в этом случае относительно невелико. При пневмоформовании формы изготавливаются в основном из смол или алюминиевых сплавов. Формы с поднутрениями и обратной конусностыо для этих способов не пригодны [3].
Таблица 5 Особенности способов вакуум- и пневмоформования
| Показатель | Вакуумформование | Пневмоформование |
| Способ нагрева листа | Радиационный | Контактный |
| Давление формования | Нагретый размягенный лист прижимается к формующей поверхности под действием создаваемого в форме вакуума | Нагретый размягченный лист прижимается к поверхности формы под действием сжатого воздуха |
| Высечка готового изделия | Производится на от-дельной установке после извлечения изделия из формы | Производится до извлечения изделия из формы |
| Цикл формования | Продолжительный | Непродолжительный |
| Воспроизведение конфигурации формующей поверхности | Мелкие детали поверхности не воспроизводятся | Хорошее |
| Форма | Простая, недорогая | Сложная, дорогая, ножи для высечки изделий могут быть расположены только на матрице |
| Стоимость оборудо-вания | Низкая | Высокая |
Все формы должны иметь каналы для удаления воздyxa, находящегося между листом и поверхностью формы, каналы для циркуляции воды. Они обычно размещаются в тех местах формы, в которых соприкосновение с листом происходит в последнюю очередь. Каналы необходимо делать как можно меньшего диаметра. Размеры их определяются толщиной перерабатываемого листа и типом полимера.
При формовании изделий, например из поливинилхлоридных листов толщиной 1500 мкм и выше, диаметр каналов не должен превышать 750 мкм, для листов толщиной 250 мкм - 400 мкм. При переработке полиолефинов протачиваются каналы диаметром 250-400 мкм.
Боковые поверхности форм должны иметь наклон (1º для матриц и 2-3° - для пуансонов) для свободного извлечения из них готовых изделий. Формы не должны иметь острых углов, изгибов, чтобы избежать концентраций внутренних напряжений в готовых изделиях.
При изготовлении термоформованных изделий важен такой фактор, как давление прижимной плиты. Если это давление незначительно, то силы ориентации, благодаря незначительным силам трения, уравновешиваются. Лист недостаточно растягивается, и следствием этого является образование складок на готовых изделиях. При больших усилиях прижима листы растягиваются равномерно.
Толщина изделия определяется толщиной перерабатываемого листа. Максимальная точность размеров изделия достигается в месте непосредственного соприкосновения его с поверхностью формы: при формовании в матрице - у ее наружной поверхности, при формовании на пуансоне - у его внутренней поверхности. Разнотолщинность изделия зависит от способа формования: при формовании в матрице утолщенными получаются его стенки, при формовании на пуансоне - дно. Тара, полученная способом термоформования, характеризуется низкими прочностными показателями по сравнению с тарой, полученной экструзией или литьем под давлением. В последние годы разработаны более совершенные способы термоформования, модернизированы перерабатывающие агрегаты, в которых процесс начинается не с листа, а с гранул. Первой стадией процесса является экструзия листа. В этом случае отходы полимерного материала возвращаются в цикл и повторно перерабатываются.
Дата добавления: 2015-07-10; просмотров: 208 | Нарушение авторских прав