Читайте также:
|
Техническим нормированием называется определение норм времени (норм выработки в единицу времени) на отдельные операции.
Техническая норма времени на операцию - минимально необходимое время в заданных условиях работы.
Технические нормы времени используют для расчета производственной мощности рабочего места, участка, цеха, а также для определения затрат на зарплату рабочим и калькулирования себестоимости обработки.
Время, затрачиваемое на данную операцию, называют штучным.
Штучное время, мин,
Т ш = Т о + Тв + Тоб + Тл.п
Технологическое (основное) время Т о – время, затрачиваемое непосредственно на обработку заготовки, т. е. на изменение ее формы, размеров, свойств и т.д.; при сборке машин это время непосредственной сборки.
Вспомогательное время Т в - время, затрачиваемое на вспомогательное действия рабочего, непосредственно связанные с основной работой (установка, закрепление и снятие обрабатываемой заготовки, управление станком, измерение детали и др.). это время, мин, затрачиваемое на каждую деталь.
Т в = Туст + Тупр + Тизм
где Т уст – время на установку, закрепление и снятие заготовки; Т упр - время на управление станком, затрачиваемое на каждый рабочий ход (проход); Т изм -время на измерение детали;
Время обслуживания рабочего места Т об – время, затрачиваемое на уход за рабочим местом, отнесенное к данной операции.
Т об = Т орг + Т то
где Т орг – время, затрачиваемое на организационного обслуживания (осмотр и опробование оборудования, раскладка и уборка инструмента, смазка и очистка станка); Т то – время, затрачиваемое на техническое обслуживания (регулировка и подналадка станка, смена и подналадка режущего инструмента, правка шлифовальных кругов и т.п.
Время на личные потребности Тл.п . – время, затрачиваемое рабочим на личные потребности и при утомительных работах – на дополнительный отдых
Подготовительно- заключительное время Т п.з. – время, затрачиваемое на получение наряда, ознакомление с работой, получение недостающих инструментов и приспособлений, переналадку станка.
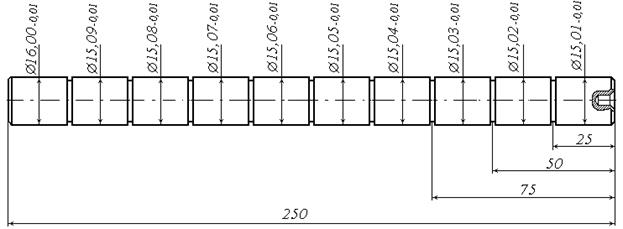
рис.2. Ступенчатый вал.
Дата добавления: 2015-10-16; просмотров: 140 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Вводное занятие. Действие мастера и студентов. | | | Технологическая карта изготовления ступенчатого вала |